کارگاه تراش قوچان
ابوالفضل اسلامیکارگاه تراش قوچان
ابوالفضل اسلامیمعرفی دستگاه مرغک و انواع آن
دستگاه مرغک قسمتی از دستگاه تراش است که در نقطه مقابل سه نظام و در سمت راست ریل دستگاه قرار دارد. مرکز مرغک دقیقاً با مرکز سه نظام در یک راستا قرار دارند. از این وسیله در هنگام تراشیدن قطعات بلند و سوراخکاری روی قطعات استفاده می شود.
مرغک به کمک راهنما های تخت و مثلثی به گونه ای روی ریل دستگاه قرار گرفته است که مرکز آن دقیقاً در راستای مرکز محور اصلی است و همچنین می توان با لغزاندن دستگاه مرغک روی ریل آن را در راستای طول به حرکت در آورد.
دستگاه مرغک از قسمت های زیر تشیکل شده است:


۱-بدنه:
کلیه قسمتهای دستگاه مرغک روی این قسمت نصب شده است.
۲-فلکه مرغک:
با چرخاندن فلکه مرغک در جهت موافق عقربه های ساعت استوانه مرغک به سمت بیرون حرکت می کند و با چرخاندن فلکه در جهت مخالف عقربه های ساعت استوانه مرغک به سمت داخل حرکت می کند.
۳-استوانه مرغک :
استوانه مرغک یک استوانه فولادی توخالی است که سوراخ آن به شکل مخروطی با شیب استاندارد است.
۴-اهرم قفل کننده دستگاه مرغک:
توسط این اهرم می توان دستگاه مرغک را در هر جایی از ریل که لازم باشد، ثابت کرد.
۵-اهرم قفل کننده استوانه مرغک:
توسط این اهرم استوانه مرغک در داخل بدنه مرغک ثابت می شود.
۶-مرغک:
مرغک دارای یک دنباله مخروطی است که توسط این مخروط داخل استوانه مرغک جا زده و محکم می شود. گفتنی است که محکم شدن دنباله مرغک در داخل سوراخ استوانه مرغک ناشی از یکسان بودن وکوچک بودن زاویه آن هاست. قسمت سر مرغک مخروطی ۶۰ است که برای نگهداشتن قطعات بلند استفاده می شود. مرغک انواع مختلفی دارد که در شرایط مختلف از مرغک مناسب استفاده می شود.
انواع مرغک
مرغک گردان(متحرک):
این مرغک به دستگاه مرغک وصل میشود. به خاطر این که نوک آن در گردش قطعه کار نسوزد قسمت مخروطی گردان بوده و همراه با قطعه دوران میکند. مرغک گردان بوسیله یاتاقانهای لغزشی (بلبرینگ و رولبرینگ) یاتاقان بندی شده است.
")
نیم مرغک:
کاربرد این نوع مرغک زمانی است که همزمان با روتراشی بخواهیم پیشانی قطعه کار را نیز تراشکاری کنیم. به علت شکل این نوع مرغک، ابزار با نوک مرغک درگیری نداشته و امکان پیشانیتراشی قطعه ممکن می شود.

مرغک ثابت:
مرغک ثابت معمولا بر روی محور اصلی دستگاه سوار می شود و در تراشکاری بین دو مرغک استفاده می شود. مرغک ثابت در بعضی مواقع روی دستگاه مرغک هم گذاشته می شود که در این صورت به علت عدم دوران نیاز به افزودن گریس دارد برای جلوگیری از سوختن نوک مرغک.

مرغک با مخروط خارجی (لوله گیر):
در بستن لوله ها و قطعات بلند توخالی با قطر بزرگ استفاده می شود.
")
مرغک با مخروط داخلی:
در مواردی به کار می رود که پیشانی قطعه کار فاقد سوراخ جای مرغک باشد.

مرغک همراه بر:
این مرغک به گلویی دستگاه نصب شده و برای تراشکاری بین دو مرغک استفاده می شود. نوک مخروطی این مرغک حالت فنری داشته و توسط دندانه های روی آن، قطعه کار را همانند سه نظام می گیرد. فشار وارده از سمت دستگاه مرغک باعث می شود نوک مخروطی مرغک همراه بر به داخل فرو رفته و دندانه ها با پیشانی قطعه کار درگیر شوند. این دندانه ها دوران محور اصلی دستگاه را به قطعه کار انتقال می دهند. در دستگاه های تراش استفاده از مرغک همراه بر باعث کاهش زمان باز و بست قطعه کارهای بلند می شود.

مرغک ثابت مهره دار:
این نوع مرغک عملکرد مشابه مرغک ثابت دارد با این تفاوت که بر روی بدنه آن مهرهای تعبیه شده است که خارج کردن مرغک را آسان و سریعتر می کند.




وظایف دستگاه مرغک:
این دستگاه وظایف مختلفی دارد که در ادامه معرفی شده اند:
- دستگاه مرغک در هنگام سوراخکاری به عنوان ابزارگیر استفاده می شود و می توان انواع مته را روی آن نصب کرد.
- دستگاه مرغک در هنگام تراشکاری قطعات بلند به عنوان تکیه گاه مقابل استفاده می شود تا سر دیگر قطعه کار را گرفته و لرزش و لنگی آن را کاهش دهد.
- با انحراف دادن دستگاه مرغک می توان قطعات بلند را مخروط تراشی کرد که البته این روش در تراشیدن مخروط با زوایای کم و طول زیاد استفاده می شود.
معرفی کامل دستگاه تراش
دستگاه تراش چیست ؟
تراشکاری یکی از رایجترین فرآیندهای ساخت قطعات دوار استوانه ای یا مخروطی میباشد که از گذشته تا کنون مورد استفاده قرار گرفته و ماشین ابزاری که برای آن استفاده میشود، دستگاه تراش است که با چرخاندن قطعه کار و نفوذ ابزار به آن عملیات های مختلفی همچون روتراشی، کف تراشی، شیارزنی و … را اجرا می کند.
دستگاه تراش دقت و سرعت بالایی در ساخت قطعاتی همچون شفت، پیچ، قطعات مدور، بادامک ها و … دارد و در این مقاله با انواع آن، اجزای سازنده و فرآیندهای مختلف تراشکاری آشنا خواهید شد.
پیش از ادامه راهنما، برای مشاهده عملکرد کلی دستگاه تراش شما را به دیدن ویدئوی زیر دعوت میکنیم:
معرفی اجزای اصلی دستگاه تراش
ماشین های تراش در انواع مختلفی طراحی و ساخته می شوند که از نظر استحکام، ابعاد، نوع جعبه دنده و موتور متفاوت هستند، اما شیوه عملکرد تمامی آنها یکسان است و در ادامه بررسی میشود.
تجهیزات دستگاه تراش در دو بخش سر دستگاه (= پیش دستگاه) و بستر دستگاه طبقه بندی میشوند.

۱- سر دستگاه یا HeadStock شامل کلیدهای کنترل
در سمت چپ سردستگاه تراش (HeadStock)، تابلو برق، کلیدهای روشن و خاموش، محور چرخشی موتور (اسپیندل)، اهرمهای تنظیم سرعت موتور، جعبه دنده پیشری و …. روی بدنه ی چدنی آن مونتاژ میشوند.
برای تعیین جهات چپ و راست دستگاه تراش بخاطر داشته باشید که ملاک زمانیست که اپراتور روبه روی دستگاه قرار گرفته و به اهرمها و کلیدهای آن دسترسی دارد؛ در این حالت دست راست او هم جهت با سمت راست دستگاه میباشد.
۱-۱- سه نظام یا چهار نظام (Chuck) برای قرارگیری قطعه کار
برای نگهداری قطعه کار از سه یا چهار فک متحرک استفاده میشود که روی یک قطعه ی استوانه ای باز و بسته شده و به ترتیب سه نظام (Three Jaws Chuck) و چهار نظام (Four Jaws Chuck) نامیده میشوند.
برای فهم کامل مکانیزم گیره بندی در دستگاه تراش دو ویدئو در نظر گرفته ایم که میتوانید در ادامه راهنما مشاهده فرایید.
سه نظام (Three Jaws Chuck)
در سه نظام، قطعه کار به وسیله ی سه فک متحرک موقعیت دهی میشود که برای قطعات دوار و متقارن مناسب است، برای اینکار ابتدا فکها باز شده و از هم فاصله میگیرند تا قطعه در فضای میانشان موقعیت دهی شود و در مرحله دوم با بسته شدن آنها، گیره بندی کامل میشود.
معمولا در سه نظام باز و بسته شدن تمام فکها بصورت همزمان است تا قطعه بسادگی در مرکز موقعیت دهی شود و سرعت گیره بندی افزایش یابد.
در ویدئوی زیر مشاهده میکنید که چگونه فکهای سه نظام بصورت کاملا همزمان باز و بسته میشوند، به این مکانیزم دندانه ی ارشمیدس میگویند.
چهارنظام (Four Jaws Chuck)
همانطور که گفتیم سه نظام برای قطعات غیردوار مناسب نیست و گیره بندی آن استحکام کافی در برابر نیروهای برشی را ندارد، پس احتمال رهایش قطعه افزایش میابد و لازم است برای قطعات غیردوار، مثلا چهارگوش یا شش گوش، از چهار نظام استفاده شود که در دو حالت مختلف عرضه میشوند:
– در حالت اول از مکانیزم ارشمیدس استفاده شده و هر چهار فک آن بصورت همزمان باز و بسته میشوند که برای قطعات متقارن قابل استفاده است.
– در حالت بعدی هر فک بصورت مستقل باز و بسته میشود تا امکان گیره بندی قطعات غیرمتقارن، یا موقعیت دهی خارج از مرکز قطعات متقارن وجود داشته باشد.

در ویدئوی زیر نحوه ی نصب قطعه روی چهار نظام را مشاهده میکنید:
۲-۱- محور چرخشی یا اسپیندل (Spindle) و جعبه دنده
همانطور که گفتیم در تراشکاری قطعه کار میچرخد و ابزار به آن نفوذ میکند، همچنین فهمیدیم که برای نگهداشتن قطعه از ابزاری بنام سه نظام یا چهارنظام استفاده میشود اما کماکان در خصوص نحوه ی چرخش آن صحبتی نکرده ایم.
برای اینکار سه نظام (چهارنظام) روی محوری چرخان قرار میگیرند که اسپیندل (Spindle) نامیده میشود و معمولا سرعت آن از ۲۲٫۵ تا ۲۰۰۰ دور بر دقیقه متغیر است.
برای تنظیم سرعت لازم است خروجی موتور به دورهای مختلفی تبدیل شود که برای آن از گیربکس یا جعبه دنده استفاده میکنند تا اپراتور بتواند با کمک اهرمهای کنترلی سرعت را تنظیم نماید.
۳-۱- تجهیزات الکترونیکی و دکمه های خاموش و روشن دستگاه
تابلو برق دستگاه و سایر تجهیزات الکترونیکی در بخش سر دستگاه قرار گرفته اند. برای روشن کردن دستگاه کلید برقراری جریان برق را فعال کرده و کلید روشن شدن دستگاه را فشار دهید.
۴-۱- تنظیم کننده ی جهت حرکت ابزار یا Feed Selector
این اهرم برای تنظیم جهت حرکت ابزار از راست به چپ یا چپ به راست مورد استفاده قرار می گیرد.
۲- بستر دستگاه یا Bed
دومین بخش اصلی میز کار دستگاه یا Bed است که مجموعه ی سوپورت ها و مرغک توسط پیچ و مهره روی آن متصل می شوند. مرغک و مجموعه ی سوپورت ها روی مسیری مشابه ریل قرار گرفته و امکان جابجایی آن ها وجود دارد، نام دیگر این ریل مسیر راهنما یا Guide way است .
۱-۲- نگهدارنده سوپورت ها (دستگاه حامل سوپورت)
این مجموعه شامل جعبه دنده ای مستقل برای حرکات ابزار در جهات مختلف، ابزار گیر و سوپرت هاست که در تصویر مشاهده میکنید:
ابزار گیر یا Tool Post : ابزار وظیفه ی باربرداری از قطعه کار را بر عهده دارد و لازم است با توجه به نیروهای زیادی که به آن وارد میشود، کاملا در موقعیت خود محکم و مقید شده باشد و برای این کار از ابزارگیر استفاده میکنند.
همانطور که در تصویر میبینید موقعیت قرار گیری ابزارگیر در بالای سوپرت فوقانی است، سوپرت های پایینی موقعیت دقیق ابزار را تعیین خواهند کرد.
سوپرت فوقانی: سوپورت فوقانی دو کاربرد اساسی دارد. در کاربرد اول می تواند با کمک سنجه ی دقیق تعبیه شده ابزار را با اندازه ی دلخواه در راستای عمود بر خود به سمت جلو یا عقب حرکت دهد (انجام باردهی) و در کاربرد دیگر می تواند برای تنظیم زاویه ی باردهی از یک الی ۱۸۰ درجه دوران کند.( تنظیم زاویه ی برخورد ابزار با قطعه کار)
برای چرخش سوپرت فوقانی صفحه ی مدوری در زیر آن تعبیه شده که با باز کردن پیچ ها و تنظیم موقعیت آن، زاویه ی ابزار (نسبت به محور اصلی) قابل تغییر است.
سوپورت عرضی : برای جابجایی عرضی ابزار و سوپرت فوقانی مورد استفاده قرار می گیرد و همانطور که در شکل مشخص است دقیقا زیر سوپورت فوقانی قرار دارد.
سوپورت طولی : برای جابجایی ابزار، سوپرت فوقانی و سوپرت عرضی در راستای طولی استفاده میشود که ممکن است خودکار یا دستی باشد.
تکیه گاه یا Saddle : به ناحیه ای که سوپرت طولی روی آن قرار میگیرد، تکیه گاه مجموعه ی سوپورت میگویند.
جعبه دنده سوپرت ها : برای جابجایی سوپرت های عرضی و طولی استفاده می شود.
۲-۲- دستگاه مرغک
مرغک درون یک محفظه قرار گرفته و با کمک دستگیره (مطابق تصویر) بصورت محوری جابجا میشود که به مجموع آنها دستگاه مرغک یا Tailstock میگویند.
کاربرد دستگاه مرغک عموما برای تراشکاری قطعات بلند، سوراخکاری پیشنانی قطعات و لنگ تراشی میباشد.

آشنایی با پارامترهای تراشکاری
عوامل موثر در کیفیت قطعه تراشکاری با نام پارامتری تراشکاری در این بخش مورد بررسی قرار میگیرند.
نرخ پیشروی (Feed Rate)
به میزان جابجایی ابزار (در واحد طول) یا میزان براده برداری به ازای هر دور چرخش اسپیندل، نرخ پیشروی یا Feed Rate گفته می شود.
با کاهش نرخ پیشروی، صافی سطح (کیفیت سطح) بهتر میشود اما به زمان بیشتری برای تراشکاری نیاز دارد، همچنین افزایش آن تاثیر منفی روی عمر ابزار و کیفیت سطح میگذارد.
نکته: مقدار زیاد نرخ پیشروی در تراشکاری قطعات سخت باعث شکستن ابزار یا کاهش شدید عمر آن میشود.
نرخ پیشروی و شعاع نوک ابزار بیشترین تاثیر را روی صافی سطج دارند و رابطه صافی سطح (Ra) با آنها بصورت زیر است:
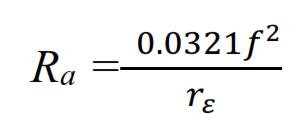
f نرخ پیشروی (mm/rev) و r شعاع نوک ابزار (mm) میباشد.
جنس قطعه کار
جنس قطعه کار در انتخاب میزان پیشروی، عمق و سرعت تراشکاری تاثیرگذار است، همچنین ماشینکاری قطعات سخت عمر مفید ابزار را کاهش میدهد.
جنس ابزار
با افزایش سختی ابزار، راندمان تراشکاری بیشتر میشود اما ضربه پذیری و طول عمر آن کاهش میابد.
یکی از اصلیترین دلایل فرسایش ابزار، ایجاد حرارت در زمان تراشکاری است که مقاومتش را کاهش میدهد، پس در انتخاب جنس ابزار اولویت با موادی است که مقاومت حرارتی بالاتری داشته باشند. نمونه های زیر به ترتیب مقاومت حرارتی فهرست شده اند:
- ابزارهای سرامیکی
- ابزارهای کاربیدی
- ابزارهای ساخته شده از فولاد تندبر (HSS)
- ابزارهای ساخته شده از فولاد کربنی
نکته: بهترین کیفیت سطحی مربوط به ابزارهای الماسه و HSS است.
برای هر ابزار مقادیر مجاز سرعت ماشین تراش متفاوت میباشد، در ادامه سرعتهای مجاز (دور بر دقیقه) برای ابزارهای HSS بر مبنای عمق برش و نرخ پیشروی نشان داده شده است.

هندسه ی ابزار
زوایای مختلفی روی ایزار تراش (تیغه برش) وجود دارد که روی کیفیت سطح، نیروهای وارد بر ابزار، حرارت تراشکاری، شکل براده و … تاثیرگذار هستند.
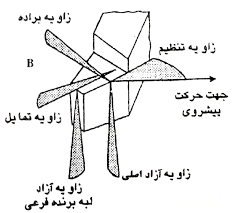
زاویه آزاد بین ۶ تا ۱۲ درجه است که با افزایش آن اصطکاک کمتر شده و کیفیت سطحی، عمر ابزار و راندمان تراشکاری بیشتر میشود، پس چرا مقدار آن به ۱۲ درجه محدود میشود؟ چون با افزایش آن زاویه گوه کاهش میابد و عمر ابزار شدیدا کم خواهد شد.
کاهش اصطکاک منجر به افزایش کیفیت سطح، راندمان تراشکاری و عمر ابزار می شود، با این حال افزایش زاویه آزاد منجر به کاهش زاویه گوه می شود که خود عاملی در کاهش عمر ابزار است، همچنین با کم شدن طول لبه ی موثر ساییدگی ابزار افزایش و از کیفیت سطح کاسته میشود.
بهینه ترین زاویه آزاد فرعی برای پرداخت از ۵ تا ۱۰ درجه و برای خشن تراشی از ۱۰ الی ۱۵ درجه میباشد؛ در زوایای کمتر از ۵ درجه اصطکاک شدیدا افزایش یافته و ابزار را دچار فرسایش میکند.
زاویه براده برای ایزارهایی با چقرمگی پایین و سختی بالا نزدیک به صفر یا منفی است.
با کم شدن شعاع نوک ابزار کیفیت سطح و راندمان تراشکاری افزایش میابد اما کاهش سطح تماسی منجر به افزایش دمای نقطه ای و کاهش عمر ابزار میشود.
در ویدئوی زیر زوایای تیغه برش تراشکاری به زبان انگلیسی مورد بررسی قرار میگیرد:
روانکاری در فرآیندهای تراشکاری
روانکاری استفاده از محلول های شیمیایی جهت تسهیل حرکت سطوح روی یکدیگر است که باعث کاهش اصطکاک و دما میشوند تا کیفیت سطح و عمر ابزار بیشتر شده و فرآیند انتقال براده تسهیل شود.
محلول های آب صابون، پرکاربردترین روان کننده های فلزکاری هستند که حدود ۹۰ درصد ترکیب آنها از آب، ۵ درصد روغن و ماباقی مواد شوینده، امولسیفایر (برای امکان پذیر شدن ترکیب آب و روغن)، مواد ضد خوردگی و … میباشد و در صورت نیاز به غلظتهای کمتر بسادگی قابل ترکیب با آب است.
روغن های سینتیک، نیمه سینتیک و مستقیم نیز قابل استفاده هستند که میزان خنک کنندگی آنها کمتر است.
عمق برش
در هر پاس تراشکاری به میزان نفوذ ابزار به گوشت قطعه کار عمق برش میگویند که با افزایش آن کیفیت سطحی کاهش و فرسایش ابزار افزایش میابد.
سرعت براده برداری
به سرعت نسبی میان لبه ی برشی و سطح قطعه کار سرعت براده برداری گفته می شود که با افزایش تعداد دور دستگاه مطابق رابطه زیر افزایش میابد.
محاسبه ی سرعت براده برداری :
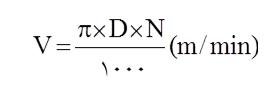
در این رابطه D قطر قطعه کار بر اساس میلیمتر و N تعداد دور اسپیندل در یک دقیقه است. سرعت نهایی بر حسب متر بر دقیقه محاسبه به دست می آید.
با افزایش سرعت براده برداری نیروی اصطکاک میان سطح ابزار و قطعه کار کاهش و کیفیت سطحی افزایش میابد.
قابلیتهای دستگاه تراشکاری
دستگاه های تراش قابلیت اجرای فرآیندهای متفاوتی در ساخت قطعات دارند که در این بخش معرفی خواهند شد.
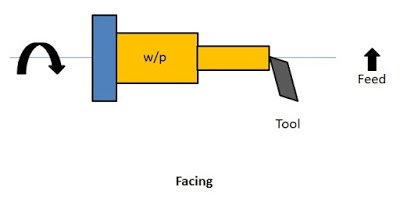
۱- پیشانی تراشی یا کف تراشی یا Facing
به ابتدا و انتهای قطعه کار پیشانی و به تراشکاری آن ها پیشانی تراشی گفته می شود (همان کف تراشی) و هدف از آن کاهش طول قطعه یا عمود کردن سطح پیشانی نسبت به محور آن است.
برای پیشانی تراشی باید ابزار بصورت متمایل (زاویه ۳۰ الی ۳۵ درجه) روی پیشانی قطعه مماس شود تا بدنه ابزار با قطعه کار نماسی نداشته باشد.
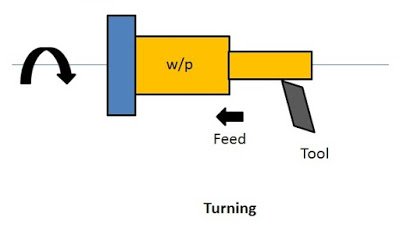
۲- روتراشی یا Turning
براده برداری از سطوح خارجی قطعات روتراشی نامیده می شود که یکی از پرکاربردترین فرآیندهای دستگاه های تراش محسوب میشود.
(در اولین ویدئوی این راهنما فرآیند روتراشی در حال انجلم است)
این عملیات به دو صورت خشن کاری و پرداختکاری انجام میشود که در حالت اول عمق برش و میزان پیشروی زیاد و سرعت براده برداری کم انتخاب مبشود، و در حالت دوم عمق برش و نرخ پیشروی اندک اما سرعت براده برداری زیاد است.
یادآوری: سرعت زیاد براده برداری در افزایش صافی سطح موثر است.
نکته: پرداختکاری آخرین مرحله ی ماشینکاری است تا نهایتا سطح قطعه کیفیت مطلوبی داشته باشد.
.
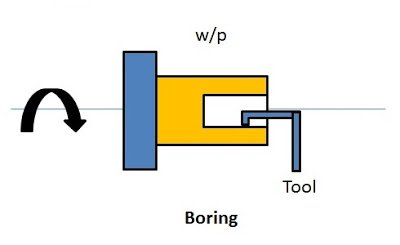
۳- داخل تراشی یا Boring
براده برداری، پرداخت ، ایجاد دندانه ، افزایش قطر و … از داخل سوراخ یا حفره ای که قبلا ایجاد شده داخل تراشی نامیده می شود و نیازمند ابزار داخل تراش است.
مته های سوراخکاری قطر پیوسته ای ندارند؛ مثلا مته ای با اندازه ی ۱۰٫۲ میلیمتر وجود ندارد و در این حالت لازم است تا ابتدا سوراخ ۱۰ میلیمتر مته زده شود و نهایتا با داخل تراشی به قطر ۱۰٫۲ میلیمتر برسد.
۴- مخروط تراشی یا Taper Turning
مخروط تراشی به چهار روش توسط دستگاه تراش انجام می شود :
روش اول) انحراف سوپرت فوقانی
در این حالت زاویه ی سوپرت فوقانی متناسب با زاویه ی راس مخروط تنظیم شده و با پیشروی ابزار مخروط زنی انجام می شود و از آنجایی که این سوپرت خودکار نیست، از کیفیت ماشینکاری کاسته میشود.
با توجه به محدود بودن طول کورس سوپرت، این روش برای مخروطهایی با طول بیشتر قابل اجرا نیست.
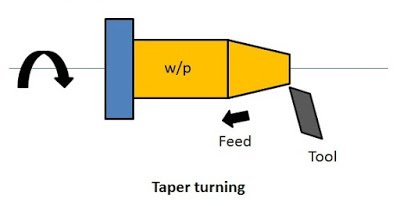
روش دوم) انحراف مرغک
در این روش مرغک و قطعه کار نسبت به محور اصلی دستگاه بصورت زاویه دار موقعیت دهی میشوند، محدودیت طول وجود ندارد و با وجود حرکت اتوماتیک سوپرت طولی کیفیت سطح بالاتر است اما برای زوایای زیاد قابل استفاده نیست.
روش سوم) استفاده از خط کش راهنما
این روش برای تولید انبوه قطعات مخروطی با حداکثر زاویه راس ۳۰ درجه بکار میرود و برای آن یک خط کش راهنما روی بستر نصب میشود که محرک آن به پیچ سوپرت عرضی متصل است و با حرکت سوپرت طولی، سوپرت عرضی نیز حرکت میکند تا تراش بصورت مخروطی باشد.
روش چهارم) استفاده از تیغه های مخروط تراشی
تیغه های مخروط تراشی لبه ای با زاویه ی راس مخروط دارند و مخروط تراشی تحت زوایای بزرگ و طول کم مورد استفاده قرار میگیرند.
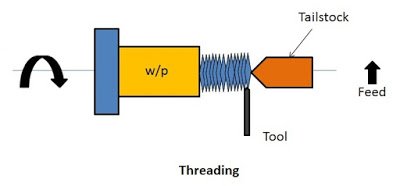
۵- پیچ تراشی، رزوه زنی یا Threading
بسیاری از قطعات شامل سطوح خارجی یا داخلی رزوه دار هستند.
دستگاههای تراش قابلیت رزوه تراشی دستی و اتوماتیک را برای هر دو پیچ متری و اینچی دارند.
رزوه تراشی برای تولید انبوه چندان کاربردی نیست و از شکلدهی رزوه بجای آن استفاده میشود که در صورت تمایل میتوانید راهنمای آن را مطالعه کنید:
۶- آج زنی یا Knurling
نواحی از قطعات که توسط دست گرفته میشوند برای افزایش اصطکاک و جلوگیری از رها شدن آج زنی میشوند.
برای ایجاد آج، ابزار آج زنی (قرقره های آج زنی) عمود بر محور قطعه کار به ساپورت عرضی بسته می شود، سپس روی سطح مورد نظر مماس شده و با استفاده از ساپورت عرضی شکل آج بر روی قطعه ایجاد می شود؛ ساپورت طولی می تواند در حالت اتومات یا دستی تنظیم شود.
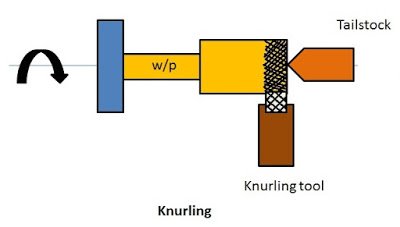
نکته: پس از آج زنی به علت سردکاری سطح استحکام بالاتری نیز خواهد داشت.
در صورت تمایل میتوانید ویدئوی فرآیند عاج زنی را مشاهده نمایید:
انواع آج از نظر ظاهری
آج های مستقیم : دندانه ها به موازات یکدیگر قرار دارند.
آج های راست دندانه و چپ دندانه : دندانه های نسبت به سطح افق به سمت چپ یا راست تمایل دارند.
آج مقعر : در این حالت قرقره ی آج زنی مقعر است و برای قطعات محدب مورد استفاده قرار می گیرد.
آج محدب : در این حالت قرقره آج زنی محدب است و برای قطعات مقعر مورد استفاده قرار می گیرد.
آج زنی با فشار قرقره روی سطح قطعه انجام می شود، با این عملیات فرورفتگی هایی در سطح قطعه بوجود میاورد و جریان مواد سبب می شود که در کنار فرورفتگی ها برجستگی هایی شکل گیرد و مجموعا شکل آج را روی سطح قطعه کار بوجود آورند. (بیشترین ضخامت قطعه افزایش میابد)
نکته: ابزار بکار رفته در ویدئو از قابلیت تنظیم زاویه ی آج برخوردار بود که بسیاری از قرقره ها چنین امکانی را ندارند.
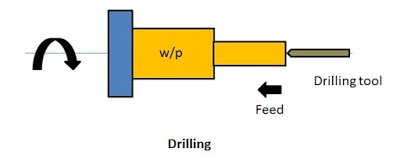
۷- سوراخکاری یا Drilling
با استفاده از دستگاه مرغک امکان ایجاد سوراخ در پیشانی قطعه کار وجود دارد، بصورتیکه مته در دستگاه مرغک جای گرفته و حین چرخش قطعه کار توسط چرخ دستی باردهی می شود.
۸- ایجاد سوراخ های کانتربور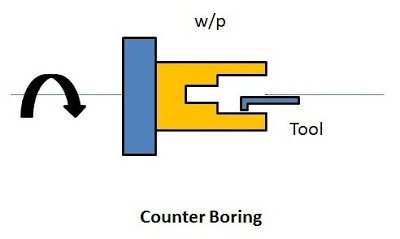
برای قرار گیری کلگی پیچ در پوسته ی قطعات از سوراخهای کانتربور استفاده میشود که برای ایجاد آن دستگاه تراش قابل استفاده است.
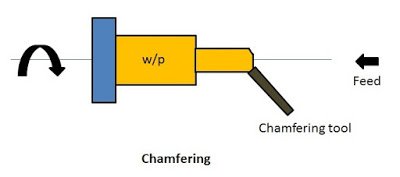
۹- لبه زنی یا chamfering
زاویه دار کردن لبه های تیز قطعات مدور توسط دستگاه تراش قابل انجام است و Chamfering نامیده میشود.
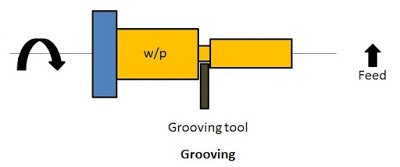
۱۰- شیار زنی یا Grooving
برای شیارزنی توسط دستگاه تراش از ابزارهای مخصوصی استفاده میشود که عرض اندکی دارند و برای موقعیت دهی در ابزارگیر نیازمند تجهیزات کمکی میباشند.
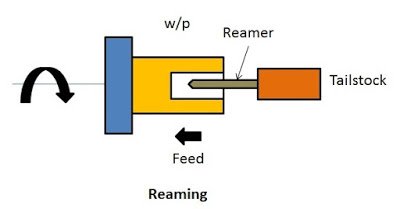
۱۱- برقوزنی یا Reaming
در دستگاه تراش، نصب برقو بجای مرغک و افزایش قطر یا صافی سطح سوراخ روی پیشانی قطعه کار امکان پذیر است.
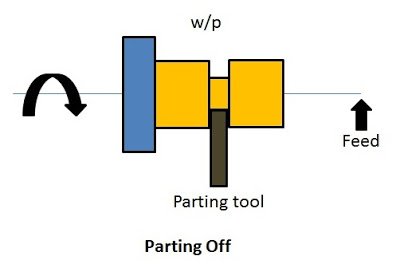
۱۲- برشکاری یا Parting off
برشکاری قطعات توسط دستگاه تراش امکان پذیر میباشد که به نوعی همان شیار زنی با عمق بیشتر است.
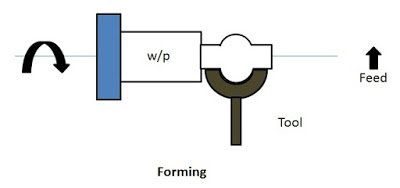
۱۳- فرم دهی یا Forming
در بعضی شرایط خاص می توان از دستگاه تراش برای شکل دهی قطعات استفاده کرد، در این روش ابزار با کانتور دلخواه بر روی قطعه کار در حال چرخش فشرده میشود تا قطعه مطابق با کانتور آن تغییر شکل دهد.
 امکان استفاده از فرآیندهای Spinning نیز وجود دارد
امکان استفاده از فرآیندهای Spinning نیز وجود دارد
گیربکس دستگاه تراش
جعبه دنده اصلی دستگاه تراش

برای تراشیدن قطعات مختلف به سرعت های مختلفی احتیاج است. برای همین جعبه دنده اصلی دستگاه تراش در این دستگاه تعبیه شده است. حرکت الکتروموتور قبل از رسیدن به قطعه کار از داخل جعبه دنده اصلی عبور می نماید. در داخل جعبه دنده اصلی، چرخ دنده های مختلفی قرار داده اند و همواره تعداد مشخصی از آن ها دور را منتقل می کنند. هر سری از این چرخ دنده ها تعداد دوران معینی را ایجاد می کنند. عمل تنظیم دور با کمک اهرم هایی که برای این کار در نظر گرفته شده است انجام می گیرد. در شکل روبرو جعبه دنده اصلی نمایش داده شده است.
نحوه تنظیم دور جعبه دنده اصلی
A B


تعداد دوران های قابل تنظیم جعبه دنده اصلی و نحوه تنظیم آن ها در جدول روبرو نمایش داده شده است. در جدول قسمت A و B مربوط به نحوه قرار گرفتن دو چرخ دنده Z1 و Z2 نسبت به یکدیگر می باشد.
این چرخ دنده ها در سمت چپ دستگاه تراش اند و با بازکردن قاب های کناری دستگاه قابل رؤیت می باشند . این چرخ دنده ها معمولاً در حالت A قرار دارند. پس با این فرض نحوه تنظیم تعداد دوران دستگاه را تشریح می کنیم.
برای تنظیم دور، سه اهرم در نظر گرفته شده است. وضعیت اهرم بالایی که روی جعبه دنده اصلی قرار دارد، در ردیف دوم جدول، مشخص شده است.
و وضعیت قرارگیری اهرم های پائینی که روی دیواره ی جعبه دنده اصلی قرار دارند، در ستون سمت چپ جدول مشخص گردیده است.
نحوه تغییر دور با اهرم ها
وظیفه گیربکس اصلی دستگاه تراش، فراهم کردن حرکت دورانی محور اصلی و انتقال قدرت است. چون در دستگاه تراش نیروی براده برداری زیاد است لذا وجود کلاچ برای تغییر دور در زمان چرخش محور، عمل درگیری را در هنگام کار با مشکل مواجه می کند.
بنابراین در این نوع گیربکس ها از کلاچ در هنگام تغییر دور استفاده نمی شود. در مواقعی که می خواهیم تغییر دور دهیم، باید دستگاه را خاموش کنیم.
در صورتی که اهرم ها در موقعیتی که می خواهیم دور مناسب را برای محور اصلی تنظیم کنیم، قرار نگیرد با نیروی دست سه نظام ( محور اصلی ) را می چرخانیم و هم زمان اهرم را جابه جا می کنیم تا دور انتخابی تنظیم شود. مقدار دور از رابطه زیر قابل محاسبه است:

می توان عدد دوران لازم را با توجه به متغیرهای رابطه محاسبه کرد و دور به دست آمده را در گیربکس تنظیم کرد. در صورتی که دور محاسبه شده در گیربکس وجود نداشته باشد، و در حد فاصل دو دور قرار گرفته باشد، برای آنکه سایش ابزار و کار را به حد اقل برسانیم دور پایینی را نسبت به دور محاسبه شده انتخاب می کنیم و بر روی گیربکس تنظیم می کنیم.
مشخصات دستگاه تراش2
تعیین دور ماشین توسط دیاگرام
برای اینکه در وقت صرفه جوئی شده و از محاسبه جلوگیری گردد. در اکثر کارخانجات عدد دور ماشین را از روی دیاگرام تعیین میکنند معمولاً تابلوهایی روی بیشتر ماشینهای تراش نصب شدهاست که به سادگی تعداد دور ماشین را برای قطرهای مختلف کار نشان میدهد.
انواع ماشینهای تراش و ساختمان آنها
- ماشین تراش کوچک مرغک دار
- ماشین تراش ابزارسازی
- ماشین تراش معمولی نرم شده
- ماشین تراش پیشانی تراش
- ماشین تراش عمودی
ماشین تراش کوچک مرغک دار
این نوع ماشین تراش برای آموزش و تراش کارهای کوچک مورد استفاده قرار میگیرد و چون اغلب کارها را بین دو مرغک میتراشند به همین جهت آن را ماشین تراش مرغک دار میگویند. بهعلاوه چون از این ماشین برای آموزش و کارهای کوچک استفاده میشود اغلب دستگاه انتقال حرکت آنها به صورت چرخ تسمهای ساخته میشوند. از نظر اندازه، به دو شکل تقسیم میشوند؛ ماشین تراش کوچک رومیزی و ماشین تراش کوچک پایه دار.
ماشینهای تراش ابزارسازی
اختلاف این نوع ماشینها با سایرین در این است که ماشینهای ابزارسازی دارای دقت بیشتری نسبت به سایر ماشینها داشته و نیز بعضی از آنها با دستگاههای مخصوص جهت تراشیدن کارهای دقیقتر مجهز میباشند. وظیفه اصلی این ماشینها تهیه ابزار و شابلن برای کارخانجات تولیدی و ماشینهای تراش تولیدی است؛ و چون از آنها برای کارهای کوچک و بزرگ استفاده میشود معمولاً آنها را به دو صورت رومیزی و پایه دار در دسترس قرار میدهند. از نوع رومیزی آن برای تراش قطعات کوچک و کوتاه که دارای قطر کم هستند استفاده میشود. ماشین تراش پایه دار به صورت یک ماشین تراش دقیق و نسبتاً بزرگ که دارای سرعتهای مختلف است ساخته شدهاند بهعلاوه با دستگاه ترمز دقیق برای قطع و کنترل کردن سرعت مجهز میباشد. این ماشین به وسائل دیگری جهت تهیهٔ سایر ابزارها مجهز است.
ماشینهای تراش معمولی نرم شده
از این ماشینها اغلب در کارهای تولیدی استفاده میگردد زیرا که قدرت تولیدی آنها زیاد بوده و نیز قدری سنگین تر ساخته میشوند. از طرفی چون برای انجام کارهای مختلف مورد استفاده قرار می گیرند بدینجهت دارای مراحل سرعت بیشتر و نیز با بیشتر میباشد که برای انجام کارهای بزرگ بسیار مناسب است، و از نظر استحکام بر سایر ماشینها نیز برتری داشته و میتوان برای تولیدهای کم مورد استفاده قرار داد.

قلمهای نراشکاری
ماشینهای تراش با قطر کارگیر و طول زیاد
این نوع ماشینها برای تراش کارهایی که قطر آنها بزرگ و نیز دارای طول زیاد هستند مورد استفاده قرار میگیرند زیرا که میز آنها بزرگ و ارتفاع محور اصلی ماشین تا روی ریل نسبتاً زیاد است. در بعضی از ماشینهای تراش که دارای طول زیاد میباشند برای اینکه بتوان از حداکثر قطر کارگیر استفاده شود، نزدیک محور اصلی در قسمت ریل یک قطعه جاگذاری شدهاست هنگامیکه لازم باشد میتوان قطعه را از روی ریل جدا کرده و سپس قطعات با قطر زیاد را تراشید و نیز برای تراش کارهای مخصوص مورد استفاده قرار میگیرد. معمولاً این نوع ماشینها را با دورهای بسیار زیاد طراحی نمیکنند و از طرفی استحکام و قدرت برش آنها بسیار زیاد است، بدینجهت میتوان با آنها حجم براده بیشتری را در یک زمان معین برداشت.
ماشین تراش پیشانی تراش
کارهائیکه قطر آنها زیاد و طول نسبتاً کمی دارند به وسیلهٔ این ماشینها تراشیده میشوند. موارد استفاده دیگر آنها در کارخانجات لکومتیوسازی مخصوص ساختن چرخهای لکومتیو و نیز برای ساختن چرخ طیار (چرخ لنگر) بکار میبرند.
ماشین تراش عمودی
- همانطوریکه از اسمش پیداست این ماشین به صورت عمودی قرار میگیرد، دستگاه قلم گیر به صورت منشور چند ضلعی که میتواند عمودی در طول حرکت خطی داشته باشد. دستگاه سه نظام آن بسیار بزرگ است و بهطور عمودی قرار گرفته و دارای حرکت دورانی است، که برای گرفتن کارهای سنگین میباشد. در سوراخکاری هم از آن استفاده میکنند؛ و چون نسبتاً سنگین است معمولاً دارای سرعتهای زیاد نیست.
اجزاء اصلی ماشین تراش و وظیفه هریک

سه
نظام: سه نظام وسیلهای است که قطعه کار را نگه داشته و باعث دوران آن
میشود سه نظام به دو صورت منظم که توسط یک مارپیچ ارشمیدوسی طراحی شدهاست
کار میکند و غیر منظم موجود است سه نظام به اسپیندل متصل میگردد
- ریل (میز) ماشین
- دستگاه یاتاقان محور اصلی (دستگاه جعبه دنده سرعت محور اصلی)
- دستگاه مرغک
- دستگاه حامل سو پرت
- جعبه دنده بار
- الکتروموتور
ریل (میز) ماشین
- ریل ماشین تراش یکی از قسمتهای اساسی ماشین تراش را تشکیل میدهد که بهطور دقیق طراحی و ساخته میشوند؛ و نیز بایستی دارای ساختمانی کاملاً محکم باشد این قسمت روی پایههایی که از چدن ساخته شدهاند مستقر میباشند. دستگاههای دیگر از قبیل دستگاه حامل سو پرت و مرغک روی آن قرار میگیرند میز ماشین دارای راهنماهائی به شکل مثلثی یا ذوزنقهاست که با دقت ماشینکاری شدهاند دستگاههای دیگری که روی این راهنماها قرار میگیرند نسبت به محور ماشین یا قطعات کار بسته شده بر روی محور اصلی در یک راستا هستند
دستگاه یاتاقان محور اصلی (پیش دستگاه با جعبه دنده سرعت)
- این قسمت در صورتیکه ساختمان جعبه دندهای داشته باشد، شامل یک سری چرخ دنده با تعداد دندههای مختلف است به کمک چرخ دندهها که با محور اصلی یاتاقان بندی شدهاند قطعه کار گردش داده میشود. در بعضی از ماشینها محور اصلی روی جعبه دنده سرعت به وسیلهٔ بلبرینگ کارگذارده شدهاست. در ماشینهای تراش کوچک دستگاه انتقال حرکت آنها به صورت چرخ تسمهای است که از دو فلکه سه یا چهار پلهای تشکیل میگردد که به صورت عکس روی دو محور موازی قرار میگیرند و در این صورت با داشتن قطرهای متفاوت، محور اصلی ماشین دارای دورهای مختلفی خواهد بود
دستگاه مرغک

مرغک ثابت و مرغک بلبرینگی (متحرک)
دستگاه مرغک که جنس آن از چدن میباشد، میتوان بر روی میز حرکت کرده و در هر نقطه که لازم باشد آن را ثابت کرده و سپس عملیات تراشکاری را انجام داد. این دستگاه دارای محوری توخالی است که داخل آن به شکل مخروطی تراشیده شدهاست سطح آن کاملاً دقیق تراشیده شده و به صورت اینچی یا میلیمتری در جهت طولی مدرج شده که به وسیلهٔ پیچی میتوان دستگاه مرغک را از محل اصلی خود منحرف کرد. بهعلاوه به وسیله پیچ و مهره و بست میتوان دستگاه مرغک را در روی میز ماشین در هر محل که لازم باشد ثابت کرد. ضمناً هنگام برقوکاری یا سوراخکاری به وسیلهٔ ماشین تراش میتوان پرهائیکه دارای دنباله مخروطی هستند مستقیماً در داخل محور دستگاه مرغک قرار داده و عمل برقوکاری انجام میشود. از طرفی برای سوراخکاری از متههای دنباله مخروطی یا سه نظام مته که دارای دنباله مخروطی است استفاده کرد. برای تراشکاری بین دو مرغک باید مرغک ثابت یا مرغک بلبرینگی (متحرک) را در داخل محور قرار داده و تراشکاری را انجام داد
دستگاه حامل سو پرت
- دستگاه حامل سوپرت در شکل نمایشی با رنگ زرد مشخص شدهاست که سوپرت عرضی و قلم گیر و رنده تراش در روی آن بسته میشود. این دستگاه به صورت طولی بین مرغک و محور اصلی حرکتی خطی دارد.
این دستگاه از دو قسمت عمده تشکیل میشود. زین که فرمی صلیبی دارد. بر روی آن کشوهایی قرار گرفتهاست که به خوبی سنگ زده شدهاند و دقیقاً روی راهنماهای میز قرار میگیرند دوم قوطی حرکت بار که در جلو زین قرار گرفتهاست و دارای چرخ دندههای مختلف است این دستگاه به کمک چرخ دندهها دارای حرکتی طولی و عرضی میباشد به وسیلهٔ دسته مخصوصی میتوان دستگاه حامل سو پرت را به صورت طولی حرکت خطی داد. بهعلاوه سوپرت عرضی که روی دستگاه حامل سوپرت قرار گرفته میتوان به طریق عرضی حرکت کند یعنی به سمت تراشکار نزدیک یا از او دور شود. به کمک چرخاندن دسته؛ سو پرت عرضی را میتوان در عرض حرکت عرضی داد.
جعبه دنده بار (گیربکس)
- این قسمت تأمین مقدار پیشروی رنده در حالت پیچ بری (پیچ تراشی) یا روتراشی و نیز پیشانی تراشی استفاده میگردد. باین صورت که میله پیچ تراشی یا میله بار حرکت دورانی خود را از این جعبه دنده تغذیه میکند. با حرکت دورانی میلههای پیچ بری و میله بار رنده تراشکاری در طول یا در عرض ماشین پیشروی کرده و قطعه کار تراشیده میشود، روی جعبه دنده جدولی قرار دارد که در زیر جدول شیارهایی موجود است که با قرار دادن بین دسته تعویض با در محل مناسب خود بدست میآید.
انواع ماشین تراش
- ماشین تراش معمولی
- ماشین تراش با کنترل کامپیوتری CNC
تاریخچه دستگاه تراش
تاریخچه ماشین تراش
توسط
دوست داشتن0

تاریخچه ماشین تراش
ماشین های تراش که ابتدائی ترین نوع ماشینهای افزار بشمار می روند تاریخچه آن بین قرن 17و18 شروع شده که در ابتدا معمولی ترین و یا قدیمی ترین روش تراش تراشیدن چوب بوسیله درخت است . بدین معنی که دو سر چوب را بین دو درخت قرار داده و یک طناب به شاخه درخت بسته و انرا حول چوب مورد نظر پیچیده و طرف دیگر طناب را شخص دیگری گرفته و با دست طناب را به حرکت در خواهد آورد. شخص دومی که در طرف مقابل قرار گرفته با رنده چوب را می تراشد . این روش قدیمی ترین روش تراش بوده که بعد از مدتی تکامل پیدا کرد.
اولین ماشین تراش در سال 1740 در فرانسه ساخته شد . در این ماشین وسیله چرخش محور اصلی بوسیله ی دست خواهد بود که دسته گرداننده محور آن مستقیما روی پیش دستگاه که به محور اصلی متصل است توسط دو چرخ دنده ساده به میله پیچ بری متصل می باشد قرار گرفته است . در این نوع ماشین برای تعویض چرخ دنده های متفاوت جهت پیچ تراشی پیچهای مختلف پیش بینی شده است .
در سال 1796 یک نفر انگلیسی بنام Freeland برای اولین مرتبه ماشین تراشی ساخت که دارای میله پیچ بری بود با عوض کردن چرخ دنده های روی محور اصلی و محور پیچ بری می توان پیچ های مختلف را ساخت.
در سال های 1800و1830 در ایالات متحده امریکا ماشین های تراشی ساخته شد که با بدنه چوبی و پایه آهنی مجهز بود. در سال1836 شخصی بنام Patnon در ماساچوست آمریکا ماشین تراشی با میله پیچ بری ساخت.در سال1850ماشین تراشی با بدنه آهنی توسط Newhaven Cannectionساخته شد ودر سال 1853شخصی بنام Freelandدر نیویورک ماشین تراشی با ریلهائی بطول 20فوت که کارهایی به قطر 10اینچ را می توانست بتراشد ساخت و بدنه آهنی و در درشت آنجایگاه چرخ دنده های تعویضی بود.
بعد ها ماشین تراش مدرن تری ساخته شدهکه می توان با آنها پیچ های مختلفی را تراشیدو نیز بار های طولی و عرضی بوسیله یک چرخ دنده هائیکه در روی دستگاه سوپرت طولی وعرضی قراردادبصورت خودکارانجام گیردهمچنین طریقه تعویض چرخ دنده هادر قسمت پیش دستگاه نشان داده شده است . ولی در سال های بعد این ماشین تکمیل تر شده وپایه ای که بخود ماشین متصل شده بود ساخته شد. بعد از مدتی ماشین های بهتری از نظر قدرت و دورهای بیشتر ساخته شد که بنام ماشین های تراش جعبه دندهای معروف است . این ماشین دارای جعبه دنده دور و نیزجعبه بار می باشد که باسانی میتوان ماشین را خودکار نمود و کارهای مختلف را تراشید .
اگرچنانکه ماشین تراش ساخت ماندسلی را با ماشین های دقیق امروزه مقایسه کنیم متوجه خواهیم شد که ماشین تراش ماندسلی نسبت به ماشین های دیگر بد شکل و ناخوش آیندبودناگفته نماندکه ماشین تراش ساخت ماندسلی مقدمهساختن ماشین های ابزارسازی بهدی قرارگرفت .
امروزه با وجود اینکه بیش از 178 سال از اختراع ماشین تراش ماندسلی می گذرد هنوزماشین تراش هسته مرکزیصنایع امروزی را تشکیل می دهد . همچنین ناگفته نماند که ماشین تراش را بحق سلطان ماشین ها باید نامید زیرا که با آنها کارهائی که ماشین های دیگر مجموعاازانجامش عاجزند میتوان انجام داد.
اصولاتراشکای به عملیاتی گفته می شود که توسط یک ابزارتک لبه قطعات استوانه ای شکل ایجاد می کند و در اکثر مواردابزارثابت است در حالی که قطعه کار دوران می کند .
از بسیاری جهات تراشکاری یک روش برش فلزات است که نعاریف مشخص و نسبتا غیر پیچیده ای دارد .از سوی دیگرباتوجه به اینکه فرایند نسیاری پرمصرف و متداول است تا کنون توسعه زیادی یافته و در سطوح بالایی بهینه سازی گردیده است و در هنگام کاربرد بایدعوامل مختلفی مورد ارزیابی قرار گیرند.
علیرغم اینکه عملیات تراشکاری با یک لبه برنده انجام می شود اما این فرآینداز نظر شکل کارو جنس آن نوع‘شرایط عملیات ‘نیازها‘هزینه هاو...معرف عوامل و فاکتورهای متعددی برای ابزاربرشی می باشد. ابزارهای برشیامروزی به دقت طراحی می شوند و این امر بر اساس ده ها تجربه ‘تحقیق و توسعه می باشد .
از شکل هندسی وجنس ابزارگرفته تا شکل کلی‘نوعگرفتناینسرتهاروی ابزار گیر‘نوع ساقه یا طرح های مدلوار‘ابزارتراشکاری از آن چنان پویایی در زمینه برش فلزات برخوردار است که آنچه امروزقابل اجراست دو دهه قبل حتی تصورش نیز مشکل بود.بسیاری از اصولی که برای برش فلزات تک لبه به کار می رود برای دیگرروش ها حتی عملیات فرز کاری که در آن یک ابزار چند لبه دوران می کند نیز کاربرد دارد.
به منظور ساده کردن موضوع می توان عملیات تراشکاری را به چهار دسته اصلی تقسیم کرد:(1)تراشکاری طولی(2)پیشانی تراشی(3)کپی تراشی روی زوایا (4)پروفیلهای گرد همچنین ترکیبات زیادی نیز از قبیل ماشینکاری پله ها‘تغییرقطرهاو پخها هم وجود خواهند داشت اما آنها نیز از همان 4عملیات اصلی تشکیل شده اند.
تراشکاری ترکیبی از دو حرکت است :دوران قطعه کار و پیشروی ابزار. در بعضی از موارد اجرایی ممکن است قطعه کار ثابت بوده و ابزار دور قطعه دوران کند اما اصول اصلی یکسان است .
پیشروی ابزار می تواند در راستای محورقطعه کارباشدکه این به معنای تراشیدن قطر قطعه کار تارسیدن به قطرکوچکتر است.روش دیگرپیشروی ابزارروی یک انتهای قطعه کار به سمت مرکز است که این به معنای کاهش طول قطعه خام می باشد.اغلب پیشروی ها در عملیات مخروط تراشی و کپی تراشی مخلوطی از دو نوع پیشروی فوق خواهند بود . ماشین های تراش کنترل اتوماتیک امروزه می توانندانواع برش های مستقیم و گرد را انجام دهند.CNCبه معنای یک کنترل کننده بسیار قوی است که می توانند در عملیات تراشکاری‘مسیرهای پیچیده را جایگزین ابزارهای فرم دار و استفاده از مدل های کپی تراشی نماید.
بنابراین تراشکاری به معنای برداشتن موادازرویسطح جانبی یک قطعه کاردواربایک ابزارتک لبه خواهد بود.
قسمتهای مهم کنترل وتنظیم کننده ماشین تراش
بطورکلی یک ماشین تراش دارای قسمت هایاست‘که جمیعا درتراش قطعه کار همگی کمک میکنند .
قسمت هایی که تنظیم و کنترل ماشین رابعهده دارندعبارتنداز:
چرخ دستی دستگاه حامل سوپرت طولی
این چرخ دستی در قسمت جلوقوطی دستگاه حامل سوپرت طولی قرارداردکه می توان به وسیله آن دستگاه حامل سوپرت طولیرا در طول بین دستگاه مرغک و پیش دستگاه حرکت داد.وظیفه ی اصلیاین چرخ دستی تنظیم و قرار دادن ابزار برش در هر قسمت دلخواه قطعه است‘قبل از اینکه بکار بار خودکار داده شود.
بوسیله ی چرخ دستی دستگاه مرغک می توان محور آن را تغییرمکان داد.چرخش آن معملابادست صورت می گیرد.باچرخاندن چرخ دستی ‘ محورمی تواندداخل جا مرغککه در پیشانی سمت قطعه کار قرار دارد جا بگیرد.بعلاوه چرخش چرخ دستی موافق عقربه ی ساعت نیز سبب می گیرد که محوربسمت قطعه کار جلو برود.از طرف دیگر درصورت سوار کردن مته در داخل محور دستگاه مرغک ضمن چرخاندن دسته ی آن می توان درپیشانی کار سوراخ ویا مته مرغک زد.
کنترل بار
در روی قاب قوطی دستگاه حامل سوپرت دست کار خودکاروجود داردکه باآن بار طولی و عرضی رنده تراش را تنظیم می نماید.بعلاوه بوسیله دست هم می توان ‘دسته بار عرضی در عرض کار نیز بار داد.مقدار را با استفاده از حلقه ی مدرجی که روی ابتدای پیچ سوپرت عرضی قرار دارد بطور دقیق تنظیم کرد. برای تنظیم بار خودکار ابتدا مقدار پیشروی قلم برای سوپرت عرضی و طولی تععین می گردد و سپس این مقدار روی جعبه دنده بار تنظیم می شود. بعد اهرم روی بار خودکار قرار می گیرد تا عمل تراش انجام شود. البته باید توجه داشت که برای پرداخت کاری بایستی قلم در طول یا عرض کارکم و برای خشن تراشی مقدار آن نسبتا زیادباشد.
سوپرت دستی
سوپرت دستی که روی سوپرت عرضی قرار دارد به وسیله ی دست قابل کنترل و بار دادن از طرفی زیر آن صفحه ی صاف و مدوری قرار دارد که محیط آن بین صفرتا180درجه مدرج شده است .با باز کردن پیچ های آن می توان سوپرت دستی را حول محور خود 360 درجه چرخاند. با این دستگاه می توان مخروط های کوتاه داخلی و خارجی ومخروط های کامل را نیز تراشید و در ضمن جهت رو تراشی هم از آن استفاده کرد روی پیچ این دستگاه حلقه مدرجی وجود دارد که برای تنظیم بار دقیق مورد استفاده قرار می گیرد. با این طریق در صورتی که بار بسیار کمی برای پرداخت کاری مورد نیاز باشد قابل تنظیم است. البته در پیچ تراشی‘خشن تراشی‘برداشتن بار زیاد نیز از آن استفاده می شود.
صفحه مخروطی تغییر محور اصلی
صفحه مخروطی تغییر سرعت محور اصلی روی جعبه دنده سرعت قرار گرفته است‘که با چرخاندن آن به وسیله دست هر یک از دورهای لازم را که قبلا تعیین شده می توان به دست آورد .سرعت ماشین بر حسب اندازه و نوع قطعه کار و نوع رنده تراشی که بکار برده می شودتعیین می گردد.بطور کلی سرعت ماشین بعد از اینکه قطعه کار و رنده تراش روی ماشین قرار گرفته تنظیم و ضمنا سرعت ماشین بر حسب دور در دقیقه منظور می گردد.
کار اصلی مرغکهای ماشین تراش نگهداری قطعات کاربین محور اصلی ومحور دستگاه مرغک است.مرغکی که در داخل محور اصلی قرار دارد انرا مرغک متحرک می نامند.مرغک ثابت را معمولادر داخل دستگاه مرغک قرار می دهند این مرغک معمولا دارای چرخش نیست .
در هر صورت بعضی از تولید کنندگان‘مرغک بلبرینگی ‘با ساچمه ای‘ویا ساچمه ای استوانه ای می سازندکه فقط نوک مرغک با کار در تماس بوده وهمراه کار دارای گردش است.در صورتیکه ار مرغک ثابت استفاده شودبایستی نوک آن کاملا سخت شده باشد برای کارهای سنگین مرغک بلبرینگی را می توان داخل محور دستگاه مرغک قرار داد. زیرا اگر ازمرغک ثابت استفاده شود چون سطح اصطکاک زیاد است در اثر سرعت زیاد مرغک خواهد سوخت . محورهائیکه داخل آنها مرغک قرارمی گیرد معمولا به صورت مخروطی مرس می باشند.
هنگام استفاده از مرغکها داخل محورها را بایستی قبلا تمیز کرد. زیرا ممکن است داخل محور کثیف بوده و یا دارای براده باشد .بعلاوه باید انتهای مرغک را تمییز کرده و سپس آنها را داخل محور قرار داد. اگر داخل محور براده و یا کثافات دیکری وجود داشته باشد در این حال اگر ازمرغک استفاده شود مرغک داخل محور دور نخواهد بود و نیز مرغک داخل محور دستگاه مرغک نیز از مرکزخارج می شود .
علاوه بر مرغکهای گفته شده فوق مرغک ثابت دیگری وجود دارد بنام مرغک نیمه که درست شبیه مرغک ثابت بوده با این تفاوت که در سطح مخروطی 60درجه آن یک قسمت توخالی ایجاد شده که از این قسمت برای پیشانی تراشی بین دو مرغک استفاده می شود. بخاطر داشته باشید لقی(بازی)مرغک در هنگام عملیات تراشکاری بسیار مهم است چون مرغک حالت تکیه گاه برای کار دارد‘بایستی با دقت سنگ زده شود و با مرغک دیگر کاملا در یک راستا باشند. پیشانی قطعه کار را باید کاملا مته زد و سپس بوسیله مته خزینه سر مخروطی خزینه کرد. یا بوسیله ی مته مرغک پیشانی کار را مته مرغک زد. البته در این صورت بایستی از مرغک 60درجه استفاده کرد. ماشین تراش معمولا برای سرعت های زیاد طراحی شده است. در صورتیکه بخواهیم از سرعت های زیاد و یا کارهای سنگینی را با آن بتراشیم باید از مرغک بلبرینگی استفاده کرد.
زیرا چون سرعت زیاد است و عمل روغنکاری حذف میشود.در این صورت با استفاده از مرغک ثابت ممکن است نوک مرغک بسوزدبنابراین برای جلوگیری از سوختن نوک مرغک باید مرتبا آن را روغنکاری کرد.
برای تراش قطعات تو خالی مانند لوله ها بایستی از مرغک گردان لوله گیر استفاده کرد.زیرا از این نوع مرغک میتوان برای لوله های بزرگ هم استفاده نمود.
نوک گیر یا گیره قلبی ماشین تراش:
برای تراشیدن کارهای بلند با ماشین تراش از روش بین دو مرغک استفاده میشود در این حال لت نوک گیر در انتهای میله مورد تراش و یا میله مخروطی و یا سایر کارهای بلند بسته می شود . دنباله نوک گیر در داخل یکی از شیارهای صفحه مرغک قرار می گیرد و دو پیشانی جا مرغک زده شده روی دو مرغک تعبیه می شود و در آخر دستگاه مرغک را که در جاهای مناسب قرار گرفته است محکم می کنند. هنگام تراشیدن قطعات کار باید سعی نمود که قطعه کار از بین دو مرغک خارج نشود. این عمل هنگامی صورت خواهد گرفت که اولا مرغکها در محل خود بطور مناسب محکم نشده و یا دستگاه مرغک و یا محور دستگاه مرغک بدرستی محکم نگردند و یا ممکن است که جا مرغکها به اندازه کافی نباشد .
دستگاه قلم گیرسریع عوض کن آلریز
از این دستگاه می توان برای عملیات متعدد تراشکاری استفاده کرد. با قرار دادن رنده در داخل شیار یک طرفه ایکه در آن ایجاد شده اند در شیار Tشکل دستگاه را می توان برای کارهای سنگین و بار گیری زیاد بکار برد زیرا که عمل برش بدون صدا و ارتعاش صورت خواهد گرفت و نیز برای تراش فلزات می بایستی از زیر قلمی فلزی استفاده کرد و قلم گیر آن نیز دارای ارتفاع سنج و یک مهره آج زده می باشد .
تدارک و تنظیم ماشیتهای تراش
تدارک ماشینهای تراش عبارت است از قرار دادن و محکم کردن قطعه کار و ابزار برش در محل مخصوص و روغنکاری ماشین قبل از راه اندازی آن و باز کردن شیر مایع خنک کننده پس از شروع به عمل فلز تراشی و اجرای عملیات نظیر آن.
تنظیم ماشین های تراش عبارت است از انتخاب و میزان کردن سرعتهای حرکت آن متناسب با خواص ابزار برش و جنس فلزی که باید تراشیده شود. برای این منظور باید دسته ها و اهرمهای مختلف تنظیم سرعت حرکت کار و حرکت بار ماشین را در مکانهای مناسبی قرار داد. در برخی موارد ضرورت پیدا میکند که قبلا نسبتهای حرکت بین اجزا مختلف ماشین را محاسبه کنند و سپس این نسبتها را به کمک اهرمها ودسته های جهبه دنده بالا و جعبه دنده پائین و تنظیم دور متغیر موتور الکتریکی و تعویض چرخ دنده ها عملیات نظیر آن برقرار نمایند.
اهمیت تنظیم ماشینهای تراش
در عملیات ماشینکاری هر قدر تراش فلزات با ماشین صورت گرفته باشد اعمال ماشین کاری بطور صحیح انجام نخواهد گرفت مگر ابنکه ماشین ها قبلا دقیق تنظیم شده باشند.از طرفی دیگر قطعات کار را می بایستی بطور مناسب روی ماشین قرار داده و پس از تنظیم صحیح آنرا در جای خود محکم نمود‘ و نیز ماشین باید برای عملیات مخصوصی قبلا آماده شده باشند و برای تنظیم مناسب ماشین تراش شخص تراشکارمی باید معلوماتی درباره شناسا ئی و وظایف قطعات اصلی ماشین تراش داشته باشد. بعلاوه تراشکار باید با انتخاب وسیله مناسبی جهت بستن و نگهداری قطهات کار روی ماشین تراش باشد.کلمه تنظیم(Setup)در بعضی از مواقع به معنی سوار کردن قطعات روی ماشین تراش می باشد برای این منظور شخص تراشکار می باید دارای تجربه بیشتری از یک نو آموز یا فردیکه می خواهد کارهای ماشینکاری را بیاموزد و یا در حال تمرین می باشد باشد زیرا که چنین افرادی در ابتدای کار دارای آگاهی کمتری می باشند. در بعضی از صنایع و یا کارخانجات تنظیم و یا سوار کردن قطعات جهت عملیات تراشکاری بوسیله یک شخص و عمل تراشکاری بوسیله شخص دیگری انجام خواهد شد.
برای سوار کردن کار روی ماشین بطور صحیح و مناسب شخص تراشکار باید بتواند سوالات زیر بطور صحیح پاسخ بگوید.
1-چه نوع وسیله نگهداری جهت سوار کردن روی یا داخل ماشین تراش لازم است.
2- چگونه قطعه کار باید در داخل وسیله نگهداری قطعات کارها سوار شود.
3- در چه مواقع کار بطور دقیق روی ماشین سوار شده است.
4-چه نوع ابزار برش(رنده تراش) لازم است و چگونه باید آنرا روی ماشین تراش سوار نمود.
بعد از اینکه کار بطور مناسب و صحیحی روی ماشین تراش سوار شد مرحله مهم بعدی انتخاب و سوار کردن صحیح رنده راست تراش روی ماشین تراش می باشد انجام این عمل و نوع فلزیکه باید تراشکاری شود و شکل رندهایکه باید سنگ زده شود و تیز زوایائیکه برای تراش فلزات لازم است بسیار مهم هستند . بعد از انتخاب تیغ فرز یا رنده تراش می بایستی در قلم گیر جای داده و سپس آنرا روی ماشین تراش قرار داد وانگاه نسبت به مرکز کار آنرا کاملا تنظیم و محکم نمود .
تدارک ماشین تراش
در تدارک ماشین تراش قبل از همه باید کار را به آن بست و رنده یا رنده ها را در محل مناسبی قرار دادو محکم کرد.
برای بستن قطعاتی که باید تراشیده شوند از وسایل زیر استفاده می کنند :
1- مرغکهای ماشین تراش 2- سه نظام 3- سنبه مرغک 4- صفحه مرغک قطعات بلند را میان مرغکها می تراشند. یکی از مرغکها داخل سوراخ مخروطی محور ماشین قرار می گیرد و با آن می چرخد. مرغک دیگر داخل سوراخ مخروطی دستگاه مرغک قرار دارد و ساکن است. به انتهای قطعاتی که میان مرغکها تراشیده می شوند اسبابی به نام نوک گیر می بندند و زبانه ی صفحه مرغک روی محور ماشین پیچیده می شود و پشت نوک گیر افتاده آنرا با خود می چرخاند . قطعاتی را که طول آنها نسبت به قطرشان کم است میان فکهای سه نظام یا چهار نظام محکم می کنند . کارهای بزرگی را که نمی توان میان فکهای سه نظام یا چهار نظام بست به کمک بستها و پیچها یا نبشیهای صفحه مرغک محکم میکنند.
سوهانکاری روی ماشین تراش
بدلایل مختلفی قطعات کارها را روی ماشین تراش سوهانکاری می نمایند گوشه های تیز و خط خط شدن روی کارها را می توان بسادگی از روی آنها بوسیله سوهان بر طرف نمود‘ونیز علایمی که بوسیله نوک رنده روی کار باقی گذارده می شود. باید بوسیله سوهان برطرف گردد. دربعضی ازموارد برای ساختن کارها بطور دقیق می توان ازسوهان نیز استفاده نمود .ولی بطور کلی سوهانکاری درهر صورت روی ماشین تراش صحیح نخواهد بود.مگر درمواقع ضروری که نمیتوان عیب کار رابوسیله دیگری بر طرف کرد. اما برای اینکه کار را بطور دقیق وسطح پرداختی تراشیده شود.لازم است که از یک رنده که نوک آن کاملا دقیق سنگ زده شده استفاده نمود. در بعضی اوقات برای سنگ زدن نوک رنده ها جهت پرداختکاری از سنگ دستی استفاده می شود.
در صورتیکه برای تراش از شخص تراشکار ‘ماهر استفاده گردد‘دقت و درستی کار بهتر خواهد بود. از طرفی بی توجهی در هنگام سوهانکاری دقت کار تراشیده را بسیار کم خواهد کرد.
سرعت برش در ماشینهای ابزار
برحسب تعریف سرعت برش عبارت است از سرعت عبور ابزار برنده (قلم- تیغ فرز- مته)و کاریکه تراشیده می شود نسبت به یکدیگر مطابق تعریف بالا سرعت برش در ماشین های مختلف بستگی بنوع کار ماشین دارد مثلا برای ماشین تراش می توان چنین توضیح داد. سرعت برش در ماشین تراش عبارت است از مقدار طولی از سطح کاریکه در دقیقه از مقابل نوک رنده عبور می نماید. یا به عبارت دیگر عبارت است از طول براده ایکه دریک دقیقه از روی کار برداشته می شود می باشد .
سرعت برش متناسب برای هر ماشین به عوامل زیر بستگی دارد:
1- نوع کاریکه تراشیده می شود(از نظر نرمی و سختی ).
2- نوع قلم یا تیغچه که مورد مصرف قرار می گیرد.
3- مقدار براده ایکه برداشته می شود.
4- نوع تراشیکه داده می شود(خشن ویا پرداختکاری)که البته این عمل را می توان همان پیشروی ابزار برش در هر دور گردش یا در هر دقیقه در نظر گرفته می شود نامید.
5- سن و وضعیت ماشین.
6- مواد خنک کننده(آب صابون یا روغن)
اصولا موضوع سرعت برش در ماشینهای ابزار بخاطر پیدا کردن سرعت متناسبی برای هر نوع ماشین می باشد. زیرا که سرعت برش بیش از حد لازم باعث مستهلک شدن سریع ابزار و خراب شدن کار و سرعت برش کمتر از حد مجاز موجب کندی پیشرفت کار و در نتیجه عدم تولید محصول به طور سریع می باشد .
البته با وجود راهنمائیکه در این مورد برای انواع مختلف می شود انتخاب صحیح سرعت برش بستگی تام به تجربه فرد یا شخص ماشین کار دارد.مقدار سرعت برش را نیز می توان از رابطه زیر به دست آورد.
V=Dлn/12سرعت برش متر در دقیقه
که در رابطه فوقِِDقطر قطعه کار به میلیمتر وn دور دقیقه وVسرعت برش برحسب متر در دقیقه می باشد در صورتیکه رابطه فوق را بر حسب واحدهای اینچی بیان کنیم میتوان چنین گفت :
V=Dлn/12 سرعت برش فوت در دقیقه
که در رابطه فوق Vسرعت برش بر حسب فوت در دقیقه (F P M)و Dقطر قطعه کار بر حسب اینچ و nتعداد دور در دقیقه می باشد. در صورتیکه عدد л را بطور تقریب برابر 3 فرض نمائیم فرمول به صورت زیر نوشته می شود .
V=3Dn/12=Dn/4 سرعت برش بر حسب فوت در دقیقه
از طرف دیگر برای تمام فلزات سرعت برش مناسبی تعیین و در جداول مخصوصی آمده است. در این صورت با داشتن سرعت برش می توان دور ماشین برای فلز مورد نظر را محاسبه نمود . که بعد از این عمل اهرمهای سرعت ماشین برای دور به دست آمده از فرمول تنظیم و سپس قطعه کار تراشیده می شود . برای محاسبه دور می توان از رابطه زیر استفاده کرد.
n=1000V/d лتعداد دور ماشین در دقیقه
n=12V/d л تعداد دور ماشین در دقیقه
کاربرد ابزارهای تراشکاری
کاربرد ابزارهای تراشکاری فرایندی است شامل چند مرحله منطقی که در پاسخ به نیازهای ماشینکاری و مطابق نقشه های تولیدی انجام می شود.در اکثر این روش مشخص است که از طریق برنامه های ابزارهای برشی انجام شده و از پارامترهای عملیات برشی مورد نیاز تاثیر خواهد پذیرفت. علاوه بر این یک تفکر تولیدی برای دستیابی به بهترین نتایج یا حل مشکلات خاص نیز مورد نیاز می باشد.
هنگامی که به سراغ ابزارهای مدرن تراشکاری می رویم سه متغیر اصلی وجود خواهند داشت .Aروش گرفتن(clamping)اینسرت Bنوع و طرح براده شکن اینسرت وCجنس ابزار برشی . اصولا فرایند اصول به کار بردن ابزارهای تراشکاری با این سه عامل به طور مرتب درگیر خواهد بود. ابزارهای امروزی تراشکاری به طور کلی شامل این موارد هستند:یک ابزارگیر (Tool holder)فولادی با مکانیز برای ثابت نگهداشتن اینسرت روی آن . اینسرت از جنس مواد سخت می باشد و دارای چند لبه برنده خواهد بود .
زمانی که لبه تا حد معینی ساییده شد جای آن با لبه دیگر عوض خواهد شد که ایندکسینگ گفته می شود . تعریف منطقی متغیرهای ابزار مرحله به مرحله از طریق لیست ابزارهای موجود‘مشخصات ماشین ابزار‘نقشه های ساخت و امکانات موجود برای ایده های نو ایجاد می گردد.
نتیجه نهایی و ساخت کارایی ابزار در طول عملیات برشی دو ضابطه برتر برای هر عملیات ماشینکاری به شمار می روند.نتیجه نهایی عملیات برشی باید قطعه ای منطبق با مشخصات و محدوده های مورد نظر باشد در ضمن این که مقاصد اقتصادی ماشینکاری را نیز تامین نماید. نمایش کارایی ابزار نیز شامل هزینه ابزار در عملیات ماشینکاری ‘به همراه ارائه مناسبی از سایر عوامل از قبیل‘شکستن براده ها ‘قابلیت اطمینان‘اطلاعات برشی‘مدیریت ابزار و فهرست ابزار ها خواهد بود.
عوامل اصلی که بر انتخاب و کاربد ابزارهای تراشکاری تاثیر می گذارند عبارتنداز:
1- جنس قطعه کار- قابلیت ماشینکاری‘شرایط‘خواص و ...
2- طراحی قطعه کار- شکل ‘ ابعادو مقادیرمجاز برای کار موردنظر
3- محدودیت ها - دقت‘کفیت سطح و ...
4- ماشین ابزار-نوع‘توان‘شرایط و مشخصات
5- پایداری – از لبه برنده گرفته تا فونداسیون ماشین
6- تنظیمات – قابلیت دستیابی‘ابزار گیر‘تعویض ها
7- برنامه ابزار – ابزار صحیح
8- کارایی-اطلاعات برشی‘عمر ابزارو مسائل اقتصادی و
9- کیفیت-تحویل ابزارو خدمات بعدی.