کارگاه تراش قوچان
ابوالفضل اسلامیکارگاه تراش قوچان
ابوالفضل اسلامیفلز کاری مقدماتی
فلز کاری مقدماتی
کارگاه و شرایط محیط کار
محلی که در آن افرادی با استفاده از ابزار و ماشین آلات کار کرده و قطعه ای را تولید و یا تعمیر می کنند.
مقررات ایمنی و پیشگیری از سوانح کار:
1- اگر با طرز کار ماشینی آشنا نیستید هرگز به آن دست نزنید.
2- در موقع تعمیر ماشین ها ، برای اطمینان بیشتر ، فیوز های آن را باز کرده و در جای مناسبی قرار دهید.
3- کنترل ابزار قبل از شروع به کار از اتفاق سوانح جلوگیری می کند به طور کلی می توان گفت که به کار بردن ابزار هایی قابل اطمینان هستند که سالم و بی عیب باشند.
4- در مواردی که احتمال سانحه وجود دارد ، حتما از وسایل ایمنی مانند کلاه عینک کفش و دستکش محافظ استفاده گردد.
5- همیشه قبل از شروع به کار حلقه و انگشتر را از دست خارج کنید زیرا باعث قلاب کردن ناگهانی می شود.
6- از لباس کار گشاد استفاده نکنید و سر آستین های بلند را فقط از داخل تا بزنید.
عواقب سانحه
|
برای شخص سانحه دیده |
برای محل کار و اجتماع |
|
ناراحتی برای فامیل |
افزایش میزان حق بیمه |
|
خسارت مالی |
خسارت به مواد و وسایل |
|
تحمل دوره از کار افتادگی |
نقصان نیروی کار |
|
نقص عضو دائمی |
کاهش تولید |
|
سانحه منجر به مرگ |
نقصان سلامت اجتماعی و ثروت ملی |
آشنایی با پیچ و مهره تراشی
پیچ تراشی با دستگاه تراش و مراحل آن : پیچ و مهره نام هایی آشنا برای ما هستند. هرگاه روی یک میله شیارهایی با فرم و زاویه های مشخص به صورت مارپیچ و حول محور آن انجام شود پیچ تراشی نامیده می شود و مهره نیز هنگامی ایجاد می شود که این شیارها در داخل سوراخ میله ایجاد شود.
در این مقاله آموزشی به اصول مربوط به پیچ تراشی پرداخته شده است و
انتظار می رود پس از مطالعه این مقاله به توانایی های زیر دست یابید
♦ پیچ و مهره را بشناسید و مشخصات آنها را بیان کنید
♦ انواع شکل دندانه های پیچ را بشناسید
♦ تفاوت بین پیچ راستگرد و چپگرد را شرح دهید
♦ ویژگی های پیچ دنده مثلثی میلی متری و ویت ورث را شرح دهید
♦ یک رنده پیچ تراشی برای پیچ دنده مثلثی با زوایای مناسب انتخاب نمایید
♦ وظیفه هر یک از زاویه های ایجاد شده بر روی دنده را بیان کنید
♦ گام ها مشخص بر روی جعبه دنده پیشروی را تنظیم نمایید
♦ پیچ دنده مثلثی با گام ها و قطرهای مختلف را تراشکاری نمایید
سر فصل های آموزشی این مقاله بدین شرح می باشد
- بخش اول
پیچ و مهره: شامل توضیحاتی کامل در مورد ساختمان پیچ و مهره
– کاربرد پیچ و مهره
– انواع پیچ و مهره از نظر شکل دندانه
– انواع پیچ و مهره ها از نظر بسته شدن
– مشخصات پیچ و مهره - بخش دوم
پیچ های دنده مثلثی: پیچ های دنده مثلثی از نظر راس و یکای اندازه گیری انواع مختلفی دارند که در این بخش مورد بررسی قرار می گیرد
– پیچ های دنده مثلثی میلی متری
– پیچ های دنده مثلثی ویت ورث - بخش سوم
ساخت پیچ: جهت ساخت یک پیچ شیوه ها و روش های مختلفی وجود دارد که یکی از این روشها پیچ تراشی با استفاده از دستگاه تراش است که برای این منظور از رنده های خاصی استفاده می گردد
– رنده پیچ تراشی
– مقدار پیشروی و تعداد دوران هنگام پیچ تراشی - بخش چهارم
عملیات پیچ تراشی: جهت انجام این عملیات لازم است مراحل و اصول خاصی رعایت گردد - بخش پنجم
نکات ایمنی و حفاظتی
انواع پیچ از نظر ظاهر
انواع پیچ

پیچ برای اتصال و محکم کردن دو قطعه با جنس یکسان و یا دو متریال با جنس متفاوت به کار می رود.در ظاهر یک استوانه است که دارای رزوه های مارپیچی به دور آن به طور کامل و یا نیمه می باشد.پیچ ها دارای یک سر به اشکال مختلف هستند که برای پیچاندن پیچ توسط انواع پیچگوشتی،آچار و ... می باشد و از بدنه پیچ بزرگ تر است و بر روی ساقه پیچ سوار است.انواع پیچ تقریبا در تمامی صنایع کوچک و بزرگ کاربرد دارند.پیچ ها دسته بندی های مختلفی دارند و بر اساس ظاهر و سایر مشخصات دسته بندی می شوند.
سر پیچ نیز بر اساس استفاده دسته بندی می شوند:
-
سر مخفی:برخی پیچ ها به طور کامل در قطعه کار فرو می رود و با سطح صاف و یکدست می شوند.سر مخفی غالبا به شکل تخت می باشد.
-
سر نیمه گرد:که در مواردی به کار می رود که نیازی به سطح صاف نیست.نوعی از سرگرد هست که واشردار می باشد و برای اتصال ورق های فلزی کاربرد دارد.
-
سر ذوزنقه ای که سطح حامل پیچ را افزایش می دهد.
-
سرهای شش گوش نیز از از انواع سری می باشند.
یکی از پیچ های پر کاربرد،پیچ چوب می باشد.پیچ چوب نیمه رزوه و با رزوه بزرگ با فاصله زیاد می باشد که برای متصل کردن انواع چوب،ام دی اف و فایبرگلاس کاربرد دارد.بخشی که رزوه ندارد برای لغزیدن به داخل قطعه رویی می باشد.سر پیچ در پیچ چوب دارای اشکال تخت،گرد یا بیضی هستند.رنگ این پیچ ها نقره ای یا زرد هستند و دارای پوشش زینک یا استیل استنلس هستند.پیچ چوب باید استاندارد DIN 7997 داشته باشد.

یکی دیگر از پیچ های کاربردی به پیچ ماشین معروف است.این مدل پیچ در طول ساقه به طور کامل رزوه دارد و با مهره استفاده می شوند.پوشش این نوع پیچ از زینک می باشد.سایزهای کاربردی این نوع پیچ شامل 8×32، 6×32، 10×32، 10×24 می باشد.پیچ ماشین باید استاندارد DIN7985 باشد.

پیچ نوک بر نیز یک نوع پیچ شبیه به پیچ ماشین است در سر آن ها یک بریدگی دارد.این نوع پیچ برای جایی که برای بستن پیچ به گشتاور بالا نیاز است کاربرد دارد.

پیچ فلز که برای اتصال فلزات،ورق های فلزی و در برخی موارد پلاستیک و فایبرگلاس به کار می رود.پیچ فلزی برای اتصال فلز به چوب بسیار کاربردی می باشد چرا که این نوع پیچ رزوه های ریز با فاصله های کوتاه و در کل طول ساقه پیچ دارد.پیچ فلز با سرهای دوسو،چهارسو،واشردار در بازار موجود می باشند.پیچفلز باید استاندارد DIN7981 داشته باشد.

یک مدل پیچ،شبیه پیچ فلز نیز وجود دارد که دارای سری به صورت مته می باشد تا هنگام سوراخکاری راه خود را باز کند و به پیچ نوک مته ای شناخته می شود.پیچ نوک مته ای از جنس استیل می باشد و در برخی برندها پوشش زینک دارد.سر این نوع پیچ شش گوش می باشد و گاها در مدل واشردار هم کاربرد دارند.پیچ نوک مته ای باید استاندارد DIN7504 داشته باشد.

در صنایع،پیچ شش گوش از همه پیچ ها پر کاربرد تر است.پیچشش گوش دارای سری به شکل شش ضلعی می باشد و برای باز و بسته کردن آن از آچار یا آچار فرانسه استفاده می شود.این پیچ هم در شکل تمام رزوه و هم در شکل نیمه رزوه کاربرد دارد.در برخی مدل های این پیچ،پوشش خشکه،استیل و گالوانیزه به کار نمی رود.این نوع پیچ باید استاندارد DIN933 یا DIN931 داشته باشند.

نوعی از پیچ که در جایی که به علت حرکت و تکان،ارتعاش ایجاد می شود و امکان دارد پیچ از جای خود بیرون بیاید،استفاده می شود،پیچ بار می باشد که یک سر نیم حلال دارد و در زیر آن از داخل دارای یک بخش مربعی است که کامل در کار فرو رود تا در زمان ارتعاش،پیچ باز نشود.

پیچ لگ(lag )از نظر ظاهر شبیه پیچ چوب است اما سر آن شش گوش یا چهارگوش است و در انتها به شکل مخروطی رزوه شده است.پیچ لگ برای متریال پایه ای که برای بستن پیچ با گشتاور بالا نیاز دارد و در صنایع ساختمانی و چوبی به کار می رود.استاندار این پیچ DIN571 می باشد.

یک مدل پیچ هست که سر شش گوش و آلن خور دارد.برای باز و بسته کردن آن باید از آچار آلن استفاده کرد.استاندارد پیچ آلن یا سوکتی باید DIN912 باشد.

پیچ های مغزی برای محکم کردن سطوح استفاده می شوند و معمولا به صورت آلن تولید می شوند.

یکی از پیچ ها که در مواردی که پیچ تحت بار زیاد و زاویه ای نیست به کار می رود،پیچ چشمی است که یک پیچ با سر حلقه ای است.

پیچ چشمی گاها با مهره استفاده می شوند و به عنوان تکیه در کار، به کار می رود.یک مدل پیچ چشمی هست که دارای نوک تیز خودکار است و در کار به عنوان تکیه به کار می رود.

پیچ شانه دار نیز برای ایجاد تکیه گاه به کار می رود و به پیچ انباری نیز معروف می باشند و برای تحمل بار کششی و برشی به کار می روند.

یکی از پیچ های کاربردی که برای اتصال سطوح نرم و پلاستیکی مانند تسمه نقاله کاربرد دارد،پیچ بالابر یا آسانسوری می باشد.این نوع پیچ دارای سری با قطر بزرگ و تخت می باشد و گردن باریک و به شکل چهارگوش،در برخی مدل ها مثلثی، دارد تا در کار چرخش نداشته باشد.سرتخت بودن این نوع پیچ این امکان را دارد که بعد از نصب،آن را صاف و صیقلی کرد.

پیچ ها برای باز و بسته شدن به وسیله ابزارآلاتی مانند پیچگوشتی و انواع آچار نیاز دارند.اغلب پیچ ها در جهت عقربه های ساعت محکم می شوند.ما برخی پیچ ها هستند که در جهت پادساعتگرد سفت می شوند و این مدل ها استثنا هستند.
انتهای استوانه ای پیچ ها به شکل مخروطی یا غیر مخروطی هستند.پیچ ها با انتهای مخروطی،مستقیما وارد سوراخ مورد نظر می شوند.این پیچ ها به پیچ خودکار معروف هستند.اما پیچ های غیر مخروطی با یک مهره یا سوراخ رزوه جفت می شوند.پیچ ها بر اساس مخروطی یا غیر مخروطی بودن نیز دسته بندی می شوند.
پیچ نئوپان یک پیچ با سر خودکار یا مخروطی است که شبیه پیچ دیوار است با رزوه های نامتقارن.

پیچ بتن که با نام های پیچ بنایی و پیچ آبی نیز شناخته می شوند،از نوع مخروطی هست و برای اتصال متریال های مختلف مانند چوب،فلز و... به بتن یا سایر مصالح ساختمانی به کار می رود.جنس این پیچ از فولاد ضد زنگ یا فولاد کربنی می باشد.پیچ بتن معمولا به رنگ آبی می باشد،و برای نصب بهتر است از دریل چکشی برای ایجاد سوراخ راهنمای مربوط به پیچ استفاده شود.

پیچ دوسر یا پیچ رولپلاک نیز بک پیچ مخروطی بدون سر می باشد و برای ایجاد کردن یک اتصال پنهان بین دو قطعه چوب به کار می رود.

پیچ دیواری،که یک پیچ همه کاره می باشد نیز دارای سر مخروطی است،برای اتصال قطعات مختلف به دیوار کاربرد دارد.
یک مدل پیچ نیز هست که برای نصب آینه از آن استفاده می شود و به پیچ آینه ای معروف است.این نام به این دلیل روی این پیچ گذاشته شده که سر پیچ تخت است با یک رزوه که یک سری گرد آینه ای شکل روی آن قرار می گیرد.در واقع این پیچ همان پیچ چوب است با تفادت در شکل سر.
پیچ های چشمی،چوب و فلز نیز در این دسته بندی قرار می گیرند.تنوع پیچ ها بسیار بالاست و مطمئنا در تمامی دسته یندی هایی که بیان شد انواع دیگری نیز وجود دارند.
در دسته بندی پیچ ها با ساق غیر مخروطی نیز انواع پیچ قرار می گیرند.پیچ آسانسوری،پیچ لگ،برخی ازانواع پیچ چوب و پیچ فلزدر این دسته بندی قرار می گیرند.
پیچ لنگر یک پیچ با ساق غیر مخروطی است که بخشی از آن در بتن و بخشی خارج از بتن قرار می گیرد.این پیچ به انکر بولت نیز معروف است.

یک مدل پیچ به نام کالسکه ای نیز هست که در زمان سفت کردن مهره از جرخش پیچ جلوگیری می کند.این مدل پیچ غیر مخروطی است و یک سر گنبدی شکل یا تخت دارد.این نوع پیچ در قسمت اتصال سری به ساقه دارای یک بخش مربعی کوتاه است که در قطعه محکم می شود.

پیچ تنظیم یا پیچ گراب پیچ بدون سر و تمام رزوه است که برای محکم کردن یک قطعه دوار به یک شفت به کار می رود.

عملیات شیارتراشی و برش در تراشکاری
عملیات شیارتراشی و برش در تراشکاری نیز اهمیت به سزایی دارد. به تراشیدن شیار در محیط قطعه کار شیارتراشی می گویند. این عمل ممکن است در پیشانی قطعه کار نیز انجام گیرد. شیارها به منظور قرار گرفتن واشرهای آب بندی، خارهای فنری و یا به عنوان فضای خالی در انتهای پیچ ها به وجود می آیند. در این مطلب با ابزار شیارتراشی و نحوه انجام شیارتراشی آشنا خواهید شد.

ابزار شیارتراشی:
ابزار شیارتراشی نیز مانند دیگر ابزارها می تواند از جنس های مختلفی که قبلاً معرفی شده است، ساخته شود. ابزار شیارتراشی که از جنس فولاد تندبر (HSS) ساخته می شوند به شکل شمش هایی با سطح مقطع مستطیل یا ذوزنقه هستند.

زوایای مورد نیاز ابزار شیار روی ابزارهایی که سطح مقطع ذوزنقه دارند، ایجاد شده است. هما نطور که در شکل روبرو مشاهده می کنید، یک زاویه آزاد در پیشانی ابزار ایجاد شده است که به نفوذ ابزار در داخل قطعه کار کمک می کند. همچنین دو زاویه آزاد در کناره ابزار به وجود آمده است که این زوایا از ایجاد اصطکاک بین ابزار و قطعه کار جلوگیری می کنند.
زاویه براده روی این ابزار ها معمولاً صفر در نظر گرفته شده است. برای کار کردن با مواد نرم می توانید زاویه براده مناسبی را روی آن ایجاد کنید تا مقدار نفوذ آن بیشتر شود، اما این ابزار ها به همین شکل نیز قابل استفاده هستند. لبه برنده اصلی این ابزار خطی است که در پیشانی ابزار قرار دارد. اگر از ابزار هایی با سطح مقطع مستطیل برای شیارتراشی استفاده می کنید، پیش از استفاده باید زوایای نمایش داده شده در شکل را با سنگ سنباده روی آن ایجاد کنید.
بستن ابزار شیار:
پهنای ابزار شیار معمولاً به اندازه شیاری است که باید تراشیده شود و این اندازه معمولاً کوچک است. به همین دلیل نمی توان این ابزار را به طور مستقیم به ابزار گیر بست. برای این منظور ابزار گیر باید در درون نگه دارنده مخصوص بسته شود، تا بتوان آن را به طور مطمئن به ابزار گیر بست.



بعد از بستن ابزار شیار در نگهدارنده مخصوص، نگهدارنده را در ابزارگیر قرار دهید و آن را محکم کنید. در هنگام بستن ابزار شیار، رعایت تمامی نکاتی که برای بستن ابزار روتراشی ذکر شده، الزامی است.

در ضمن ابزار شیار باید به گونه ای در ابزارگیر بسته شود که لبه اصلی آن با محور قطعه کار موازی باشد و یا لبه کناری ابزار بر محور اصلی دستگاه عمود باشد، تا در هنگام تراشیدن شیار، پهنای ابتدا و انتهای آن یکسان باشد و یا در حین کار ابزار و قطعه کار صدمه نبینند.
عملیات شیارتراشی:
برای انجام عملیات شیارتراشی نیز همانند هر عملیات دیگری قطعه کار باید حرکت دورانی داشته باشد، اما در این عملیات حرکت های تنظیم بار و پیشروی ابزار به طور هم زمان اتفاق می افتد. در این عملیات ابتدا ابزار در موقعیت طول مورد نظر قرار می گیرد و سپس درحالیکه قطعه کار در حال دوران است ابزار با استفاده از سوپرت عرضی به سطح کار مماس می شود و بعد از تنظیم ورنیه سوپرت عرضی روی عدد صفر، حرکت تنظیم بار و حرکت پیشروی همزمان با سوپرت عرضی انجام می گیرد.

ابزار باید به آرامی و به تدریج در کار نفوذ داده شود، به همین دلیل سرعت پیشروی در این عملیات باید حداقل باشد. سرعت برش نیز کمتر از سرعت برش در حالت روتراشی در نظر گرفته می شود (تعداد دوران کمتر از تعداد دوران در حالت روتراشی باشد). حال اگر لازم باشد شیاری مانند شیار شکل روبرو روی قطعه کار ایجاد کنید، به ترتیب زیر عمل کنید:
1- قطعه کار اولیه را با قطر و طول مناسب در سه نظام ببندید.
۲- بعد از بستن ابزار روتراشی، تعداد دوران سه نظام را تنظیم کنید و اهرم کلاچ را فعال سازید.
۳- پیشانی قطعه کار را بتراشید تا صاف شود.
۴- قطر قطعه کار را در طول مورد نیاز به اندازه ۲۰ میلیمتر برسانید.
۵- اهرم کلاچ را خلاص کنید و ابزار شیارتراشی به عرض ۵ میلیمتر را در داخل نگهدارنده مخصوص ببندید.

6- ابزار شیار را به همراه نگه دارنده به ابزار گیر ببندید و آن را نسبت به محور کار عمود کنید. برای این کار می توانید از استوانه مرغک کمک بگیرید مانند شکل روبرو.
۷- تعداد دوران سه نظام را بر مبنای ابزار شیار تعیین و تنظیم کنید (تقریباً نصف حالت روتراشی) و اهرم کلاچ را فعال سازید.
8- ابزار شیار را به کمک سوپرت طولی و عرضی به پیشانی قطعه کار نزدیک کنید.

9- لبه جانبی سمت چپ ابزار شیار را به کمک سوپرت فوقانی به سطح پیشانی کار مماس کنید مانند شکل روبرو.
۱۰- ورنیه سوپرت اصلی یا سوپرت فوقانی را روی صفر تنظیم کنید. انتخاب سوپرت اصلی یا سوپرت فوقانی، به دقت ابعادی قطعه کار بستگی دارد.
11- با استفاده از سوپرت عرضی، ابزار را به سمت عقب بکشید.

12- به اندازه فاصله شیار تا لبه قطعه کار ( ۳۰ میلیمتر) و پهنای ابزار شیار ( ۵ میلیمتر) ابزار را در راستای طول جابه جا کنید تا ابزار در مقابل شیار قرار گیرد. این کار با سوپرت انتخابی صورت می گیرد.
۱۳- پس از مماس کردن لبه اصلی ابزار، به کمک سوپرت عرضی، ورنیه آن را روی صفر تنظیم کنید مطابق شکل روبرو.
14- حال ابزار را به اندازه دوبرابر عمق شیار در داخل قطعه کار نفوذ دهید. این کار را با سوپرت عرضی و با پیشروی تدریجی انجام دهید. در این قسمت حرکت تنظیم بار و پیشروی به طور هم زمان اتفاق می افتد.
۱۵- بعد از رسیدن به عدد موردنظر ابزار را با سوپرت عرضی از داخل شیار بیرون بکشید.
۱۶- دستگاه را متوقف سازید و قطر ایجاد شده را کنترل کنید.

عملیات برش:
اگر عملیات شیارتراشی تا مرکز قطعه کار ادامه یابد، قسمتی از قطعه کار جدا خواهد شد، به این عملیات، برش می گویند. عملیات برش از نظر چگونگی انجام، کاملاً شبیه به عملیات شیارتراشی است، اما ابزار این دو عملیات تفاوت کمی دارد. اگر برش کاری با ابزار شیار انجام گیرد، در پایان کار و پیش از رسیدن ابزار به مرکز قطعه کار، به علت نازک شدن قطعه در آن قسمت، شکست اتفاق می افتد و در نتیجه زائده ای در انتهای قطعه کار باقی می ماند که در شکل روبرو مشخص است.
برای رفع این مشکل باید انحراف کمی در لبه اصلی ابزار شیار ایجاد شود تا زائده باقی مانده از شکست، کاملاً کوچک شود. به شکل زیر توجه کنید. تفاوت ابزار شیارتراشی و ابزار برش در شکل نمایش داده شده است.

ابزار برش ابزار شیارتراشی

- اگر سمت چپ قطعه به عنوان قطعه نهایی مطرح باشد، انحراف لبه اصلی ابزار به سمت چپ خواهد بود.

- اگر سمت راست قطعه به عنوان قطعه نهایی مطرح باشد، انحراف لبه اصلی ابزار به سمت راست است.
هلدر داخل تراش(قلم داخل تراشی)

هلدر تراشکاری چیست؟
هلدر تراشکاری به طور ساده ابزاری است که وظیفه نگه داری اینسرت یا الماس تراشکاری را بر عهده دارد و در شکل ها و زوایای مختلف نیاز صنعتگران را برطرف می سازد. در این مقاله به صورت جامع به این میپردازیم که هلدر تراشکاری چیست و درباره انواع هلدر تراشکاری روتراش صحبت خواهیم کرد.
کدهای هلدر به چه معناست؟
هلدرهای تراشکاری داخل تراش به طور کلی با کنار هم گذاشتن 9 بخش نام گذاری می شوند.
این مقاله بر پایه توضیحات شرکت SECO سوئد در مورد کدهای هلدرهای داخل تراش می باشد.
مثال های هلدرهای داخل تراش :
S20S SDUCR 11
S40U MTQNR 22
در ادامه به طور کامل به بررسی هر یک از این کدها و معنای آن که بسیار ساده نیز می باشد می پردازیم.
انواع هلدر داخل تراش
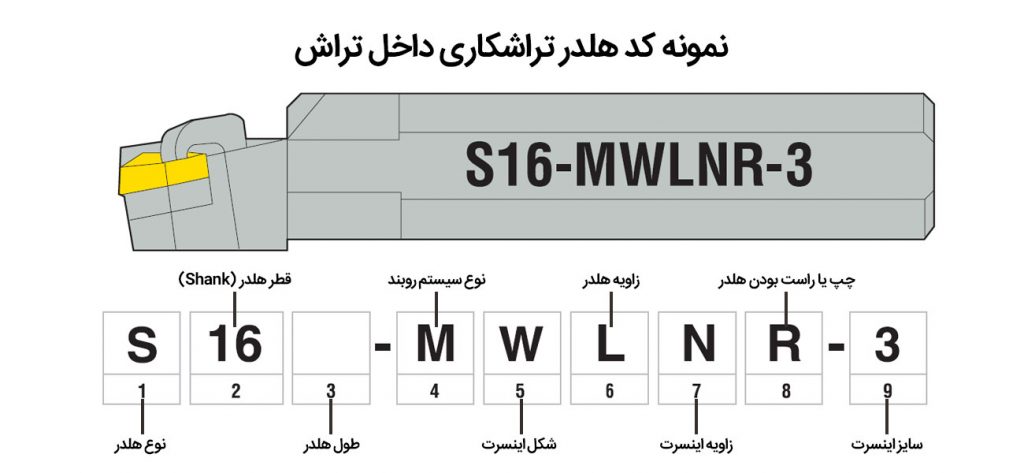
حالا به صورت جزئی تر به بررسی کدهای هلدر (9 بخش) و انواع هلدر داخل تراشکه در تصویر بالا مشاهده نمودید می پردازیم.
1- نوع هلدر :
بخش اول به نوع هلدر مربوط می شود. هلدرها معمولا بر اساس متریالی که در آن ها استفاده می شود به 6 نوع تقسیم می شود.
- نوع A: فولاد آب صابون خور
- نوع C: کارباید
- نوع E: کارباید آب صابون خور
- نوع H: متال سخت
- نوع J: متال سخت آب صابون خور
- نوع S: فولاد (رایج ترین نوع)
2- قطر هلدر یا Shank
هلدرهای داخل تراش معمولا به طور استاندارد در قطرهای خیلی کم مثل 08 و حتی 06 تا قطر 50 و 60 تولید می شوند.
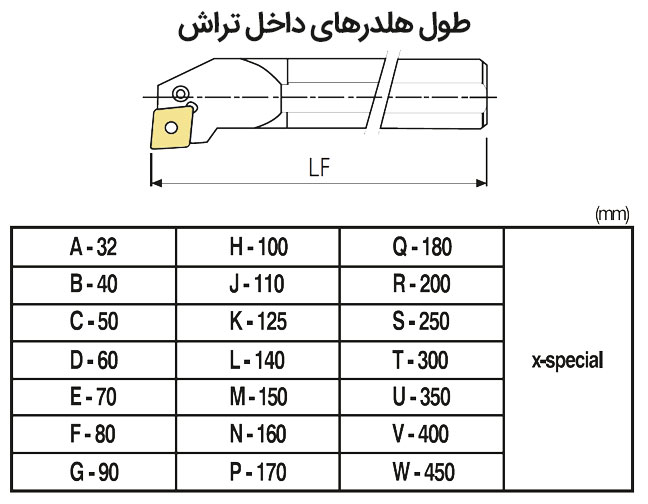
3- طول هلدر
بخش سوم به طول کل هلدر داخل تراش اشاره دارد. طول یک هلدر تراشکاری داخل تراش می تواند از 32 میلی متر الی 450 میلی متر و بیشتر متغیر باشد. تمامی طول هلدرها را در تصویر زیر مشاهده می کنید:
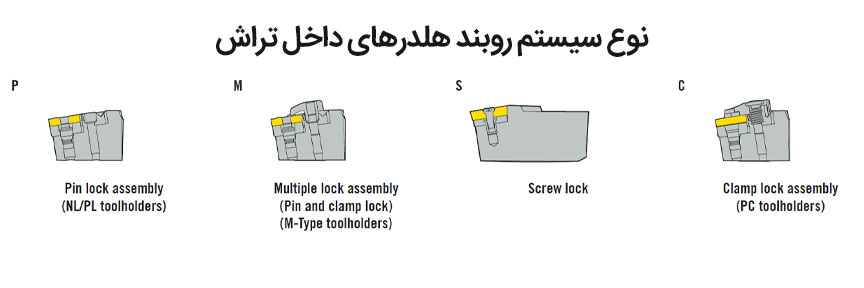
4- نوع سیستم روبند هلدر داخل تراش
این کد به نوع روبندی که اینسرت یا الماس تراشکاری را نگه می دارد اشاره دارد. در تصویر زیر 4 نوع از سیستم گیرنده اینسرت در هلدرهای داخل تراش را مشاهده میکنید:
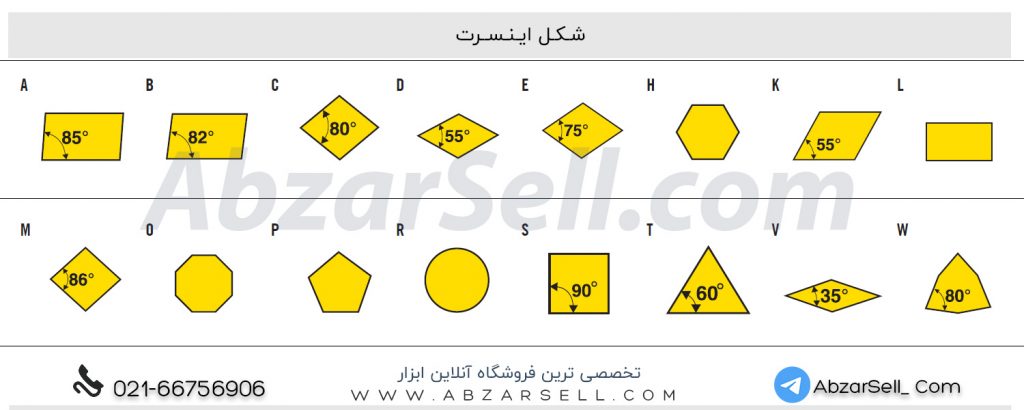
5- شکل اینسرت تراشکاری
این بخش در هلدرهای داخل تراش به شکل اینسرتی که روی هلدر بسته می شود اشاره دارد.
در اصل بخش پنجم هلدرهای داخل تراش، اولین حرف در اینسرت های تراشکاری می باشد.
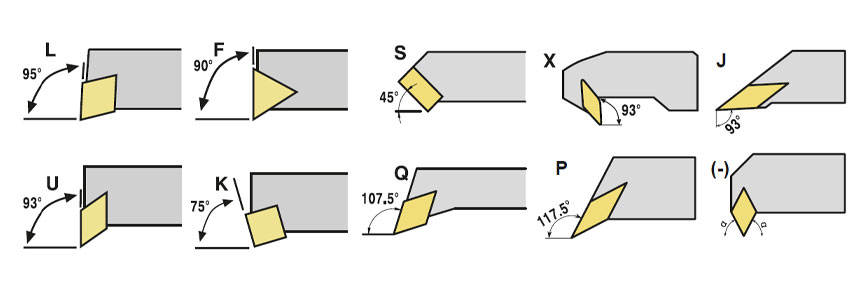
6- زاویه هلدر داخل تراش
بخش ششم نیز به زاویه هلدر اشاره دارد که بسته به نوع داخل تراشی ای که مدنظر دارید بهتر است زاویه مناسب را انتخاب کنید. ده زاویه متفاوت را در تصویر زیر مشاهده میکنید:
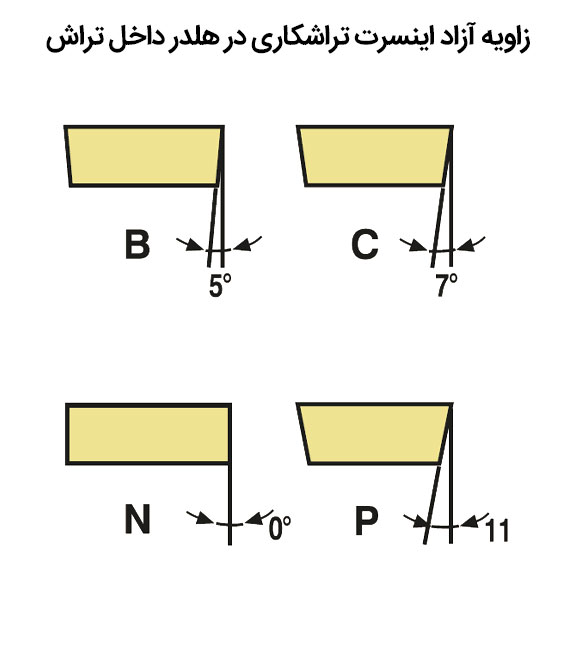
7- زاویه آزاد اینسرت
بخش هفتم هلدر داخل تراش به زاویه آزاد اینسرت مربوط می شود که در اصل همان حرف دوم در اینسرت هاست. در تصویر زیر 4 زاویه از این بخش را می توانید مشاهده کنید:
8- چپ و راست بودن هلدر داخل تراش
بخش هشتم به چپ یا راست بودن هلدر داخل تراش می پردازد که بسیار واضح و ساده می باشد.

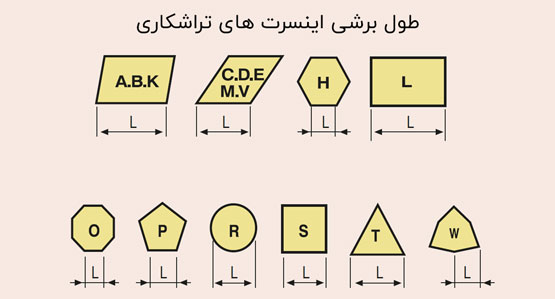
طول برشی اینسرت
و در نهایت بخش آخر که به طول برشی اینسرت مناسب هولدر داخل تراش اشاره دارد. در تصویر زیر انواع اینسرت ها و نحوه اندازه گیری سایز آنها را مشاهده میکنید: